|
31417| 1
|
[资讯] 什么是SLM 3D打印技术?SLM 原理解析及优缺点分析 |
|
1995年,德国Fraunhofer激光器研究所(Fraunhofer Institute for Laser Technology,ILT)最早提出了选择性激光熔融技术(Selective Laser Melting,SLM),用它能直接成型出接近完全致密度的金属零件。SLM技术克服了SLS技术制造金属零件工艺过程复杂的困扰。用SLS技术制造金属零件的方法主要有: 1)熔模铸造法:首先采用SLS技术成型高聚物(聚碳酸酯PC、聚苯乙烯PS等)原型零件,然后利用高聚物的热降解性,采用铸造技术成型金属零件; 2)砂型铸造法:首先利用覆膜砂成型零件型腔和砂芯(即直接制造砂型),然后浇铸出金属零件; 3)选择性激光间接烧结原型件法:高分子与金属的混合粉末或高分子包覆金属粉末经SLS成型,经脱脂、高温烧结、浸渍等工艺成型金属零件; 4)选择性激光直接烧结金属原型件法:首先将低熔点金属与高熔点金属粉末混合,其中低熔点金属粉末在成形过程中主要起粘结剂作用,然后利用SLS技术成型金属零件。最后对零件后处理,包括浸渍低熔点金属、高温烧结、热等静压(Hotisostatic Pressing,HIP)。 一、SLM工艺的原理 SLM是利用金属粉末在激光束的热作用下完全熔化、经冷却凝固而成型的一种技术。SLM与SLS制件过程非常相似,这里不再赘述。但是,SLM工艺一般需要添加支撑结构,其主要作用体现在:1)承接下一层未成型粉末层,防止激光扫描到过厚的金属粉末层,发生塌陷;2)由于成型过程中粉末受热熔化冷却后,内部存在收缩应力,导致零件发生翘曲等,支撑结构连接已成型部分与未成形部分,可有效抑制这种收缩,能使成型件保持应力平衡。 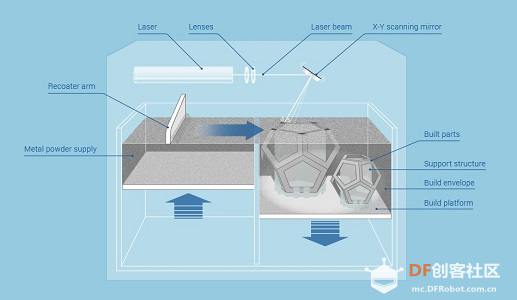  SLM打印工艺原理 SLM打印产品 二、SLM工艺的优势、劣势 1)SLM工艺加工标准金属的致密度超过99%,良好的力学性能与传统工艺相当。 2)可加工材料种类持续增加,所加工零件可后期焊接。 3)价格昂贵,速度偏低。 4)精度和表面质量有限,可通过后期加工提高。 三、SLM工艺应用范围 1)加工标准金属的外观、装配、功能原型。 2)支撑零件,如夹具、固定装置等。 3)小批量零件生产。 4)注射模具。 原文链接:http://www.3dtoutiao.com/a/3Dwiki/182.html |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶







