|
13400| 1
|
T12焊台制作教程 | PID增量式算法恒温控制 |

前言
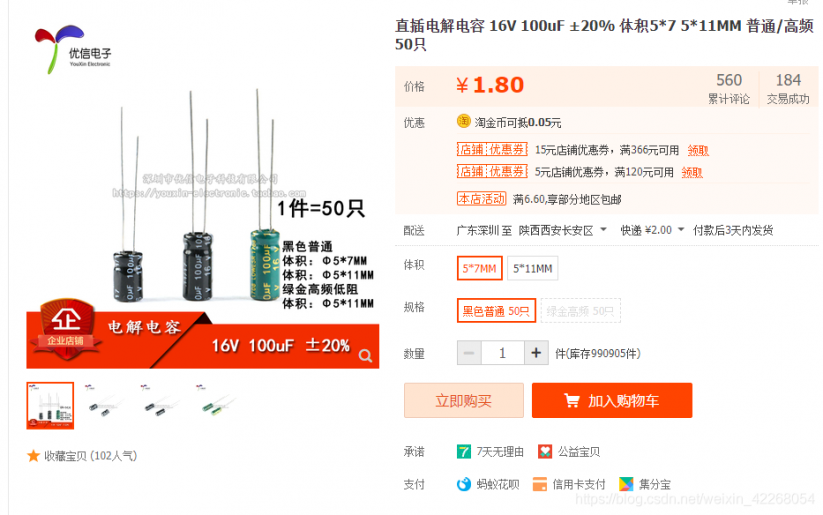
1. 元件清单(1)T12烙铁头(焊贴片用刀头,焊插件用尖头)
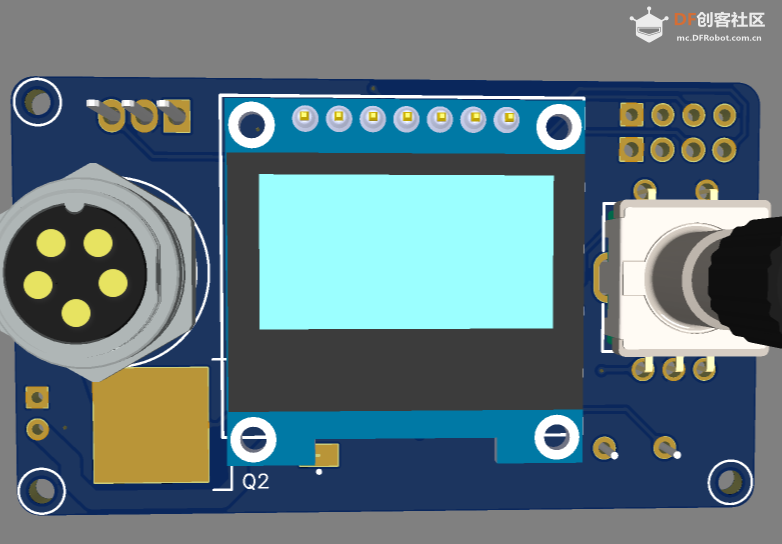
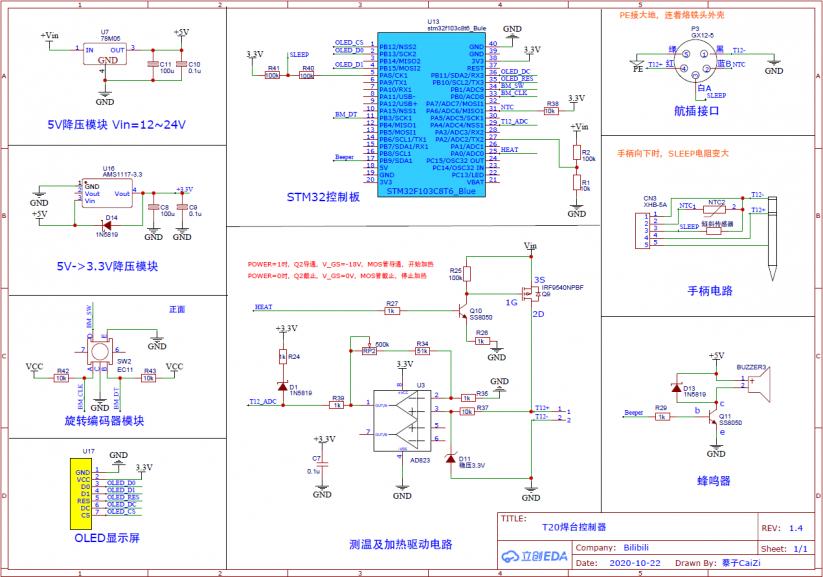
现在你的购物车已经满了,清空叭,等待元件的期间可以看看原理图,练习一下焊接技巧。 2. 焊接及原理图
滑动变阻器RP2和R34的电阻和调整至400KΩ即可。 AD823也可以用这些来代替:LM6118, LM6218, LT1122, LT1201, LT1213, LT1215, OPA2132, OPA2134, OPA2227, OPA2604, TLE2072, TLE2142, TLE2227, MCP602 稳压二极管和肖特基二极管的封装如下,有黑线的那一侧和示意图的竖线对应。
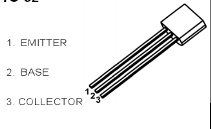
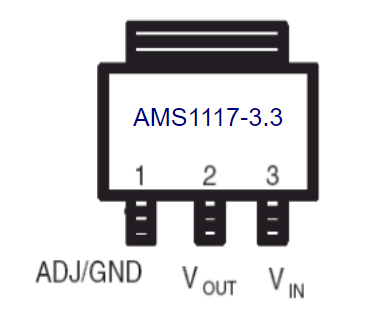
ss8050的引脚对应关系如下,原理图中标注了bce IRF9540N的引脚对应关系关系如下,原理图中标注了GDS。
温馨提醒:第一次通电可能不成功,时刻准备断电!!! 发现烙铁有烧红的趋势,就把220V电断开,这说明MOS管一直是导通的,仔细检查MOS管电路部分。
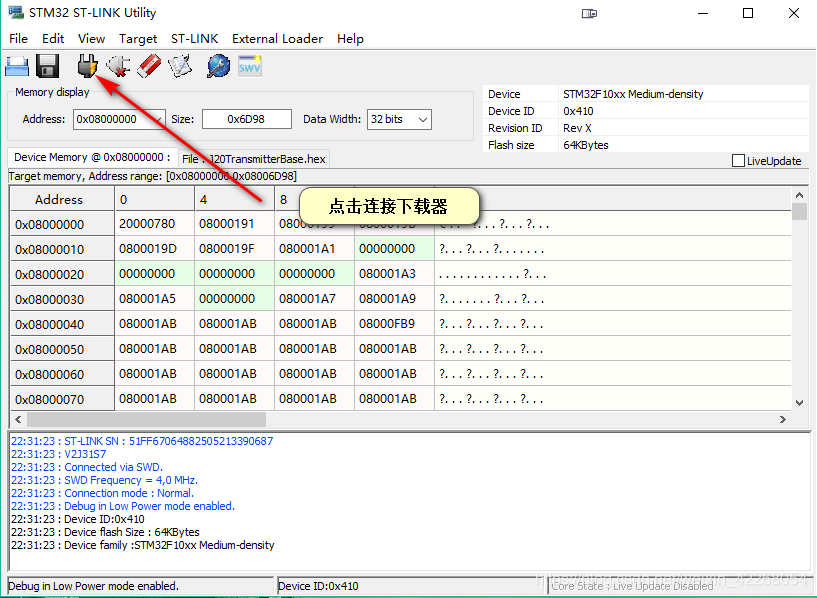
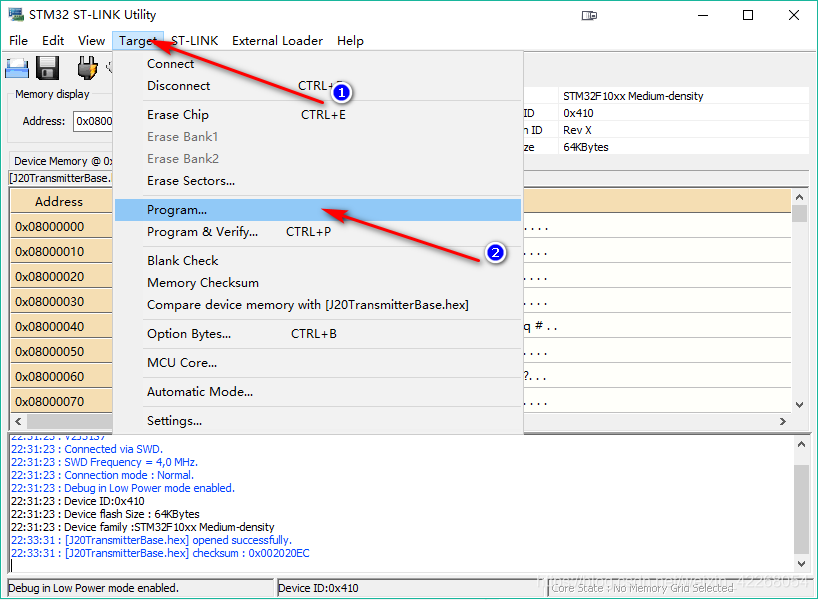
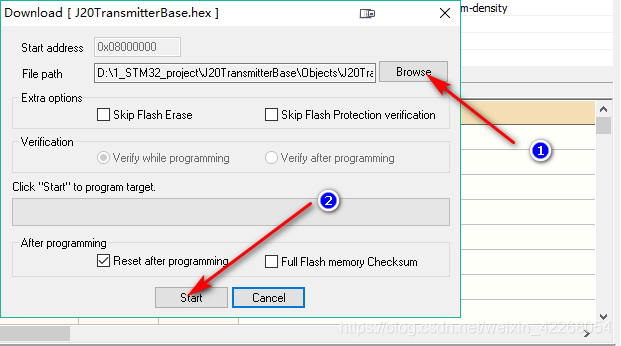
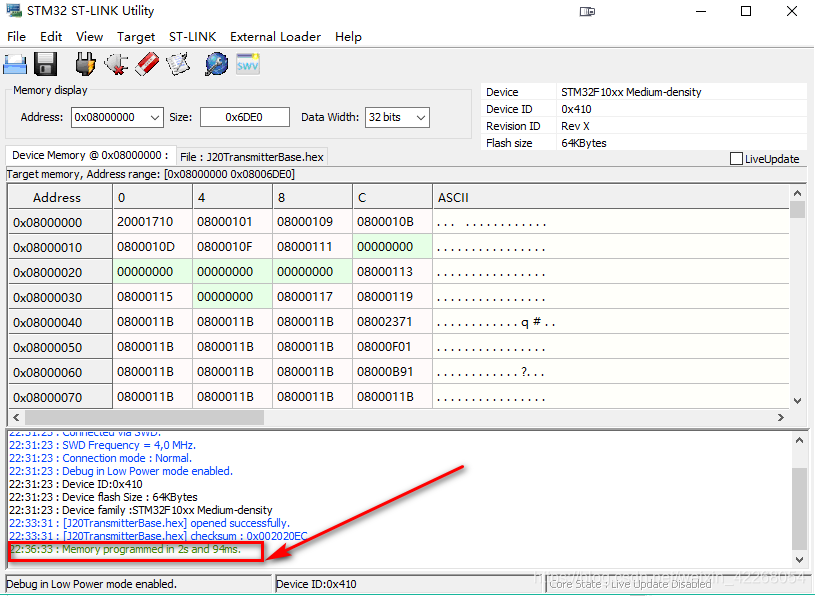
3. 烧写固件固件下载地址:https://github.com/Cai-Zi/STM32_T12_Controller/releases/tag/v1.2 如果你的电脑安装了keil软件,那么编译工程再进行烧录即可,这里不再赘述,可参考笔者的这篇博客: https://blog.csdn.net/weixin_42268054/article/details/106878860 如果你的电脑没有keil软件,又不打算开发调试源代码,那么这里推荐使用STM32 ST-LINK Utility软件。软件介绍、下载、安装、使用请参考strongerHuang的这篇博客: https://blog.csdn.net/ybhuangfugui/article/details/52597133 先将ST-LINK下载器连接STM32开发板,接线如下:
打开软件,点击该按钮进行连接;
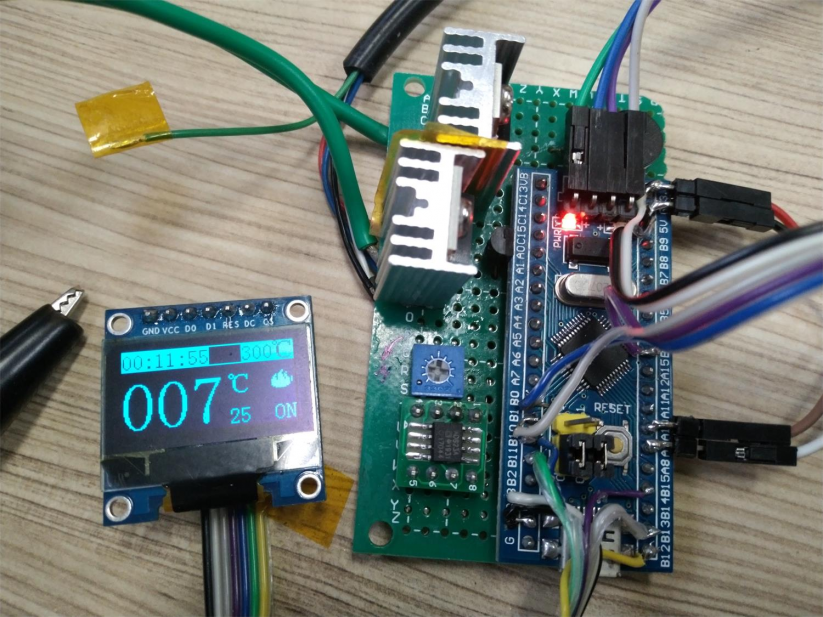
4. 使用说明已完成的功能包含设置温度、自动休眠、自动关机、蜂鸣器开关、恢复默认设置; 在home页面时,短按旋转编码器设置加热开关,长按进入菜单,旋转设置加热温度;
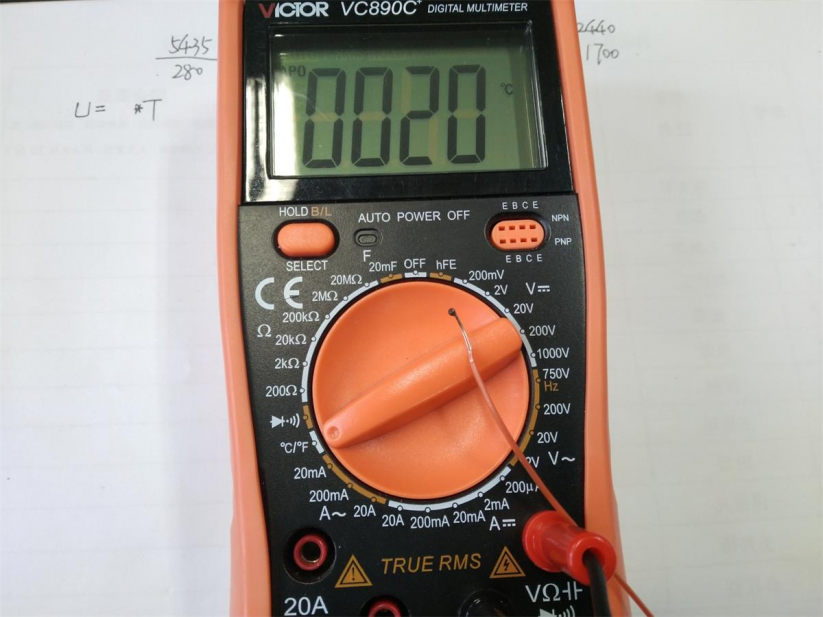
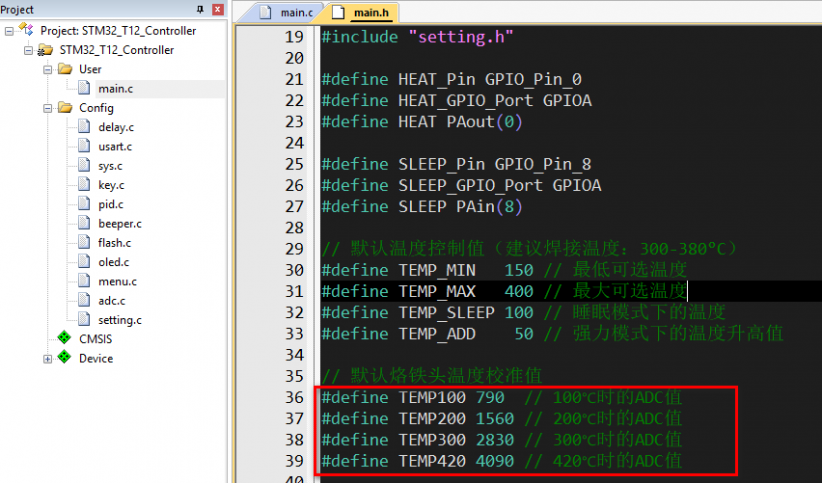
标准模式下,烙铁控制的温度为显示的温度;强力模式下,烙铁控制的温度比显示的温度高50℃; PWM更新频率为390Hz,细分数为255; 使用分段式PID:温差>100℃时,全速加热;温差30~100℃时,激进的PID;温差 < 30℃时,保守的PID; 读者可自行使用万用表的温度计校准分度表:使用USB-TTL串口下载器和串口调试助手(115200bps)读取100℃、200℃、300℃、420℃时的ADC值; 串口下载器和蓝色板之间的连接:
5. 工作原理这一部分是为了让读者能够理解控制原理,不想深究的话可以忽略哈~ 5.1 T12烙铁头
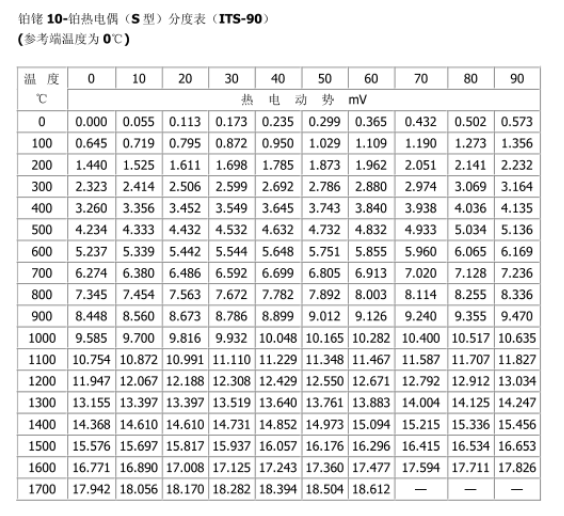
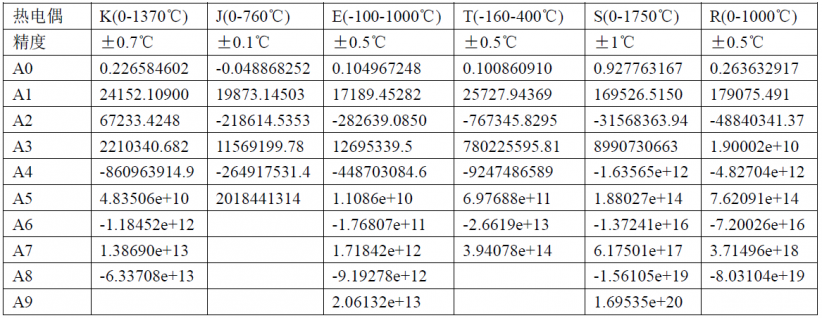
T12官方原理图,其发热丝是一种材料,中间导线又是另外一种导线。结合点就是热电偶,也就是测温点。 下面大概说明下热电偶,说说这个烙铁头是怎么测温的。 参考:https://www.geek-workshop.com/forum.php?mod=viewthread&tid=72 5.2 热电偶与热电势的计算鲁迅说过:欲控之,必测之。(鲁迅:我没说过这话,不过听着在理!) 我们先来测量烙铁的温度,再用PID进行闭环控制它的温度,实现恒温。 六种热电偶分度表:S型/K型/B型/E型/J型/T型 https://www.doc88.com/p-276403097011.html 实验得到20℃时的热电势约为0.11mV,80℃时的热电势约为0.60mV,根据各个类型的分度表,可以确定烙铁头的热电偶似乎属于S型。
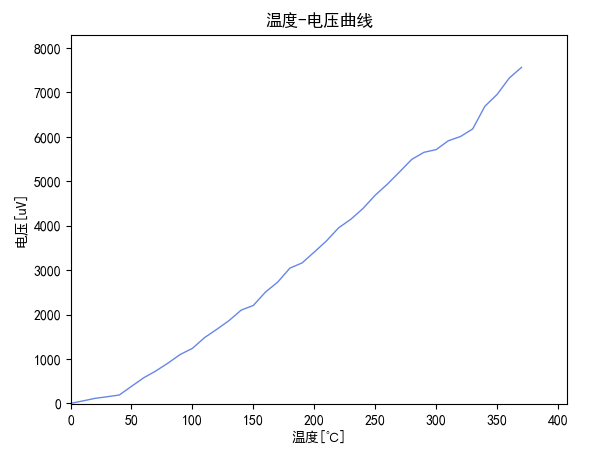
但是经过自己使用万用表的温度计测得热电压,得到温度-电压的关系如下图,发现烙铁的热电偶和S型不符!还好两者在小区间内基本是线性关系,那就只能使用自己测量的电压值了。
5.3 运算放大器(放大热电偶两端的电压)由于热电偶的热电压只有几mV,无法直接使用单片机的ADC采样,需要放大其电压值,所以使用运算放大器。 非反相闭环放大器如下图(我们用的就是这样的连接)。假设这个闭环放大器使用理想的运算放大器,则因为其开环增益为无限大,所以运算放大器的两输入端电压差几乎为零,其输出与输入电压的关系式如下: Vout = ((R2 / R1) + 1) * Vin
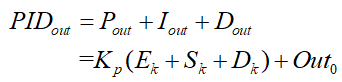
参考:http://www.elecfans.com/baike/bandaoti/bandaotiqijian/20100309184249.html 5.4 增量式PID算法PID的定义: P:Proportion(比例),就是输入偏差乘以一个常数。 I:Integral(积分),就是对输入偏差进行积分运算。 D:Derivative(微分),对输入偏差进行微分运算。 其中,输入偏差=读出的被控制对象的值-设定值。 P用于控制调节力度,P越大,调节作用越激进,P调小会让调节作用更保守; D的作用就是让物理量的速度趋于0,只要这个量具有了速度,D就向相反的方向用力,尽力刹住这个变化。D参数越大,向速度相反方向刹车的力道就越强。 I 的作用就是,减小静态情况下的误差,让受控物理量尽可能接近目标值。I 在使用时还有个问题:需要设定积分限制。防止在刚开始加热时,就把积分量设得太大,难以控制。 5.4.1 常用的PID模型PID控制并不一定要三者都出现,也可以只是PI、PD控制,关键决定于控制的对象。比如我们要控制一个人,让他以PID的控制方式来行走110步后停下来。 (1)P控制 比例控制就是让他按照一定的比例走,然后停下。比如比例系数为108,则走一次就走了108步,然后就不走了。P比例控制是一种最简单的控制方式,控制器的输出与输入误差信号成比例关系。但是仅有比例控制时系统输出存在稳态误差。比如上面的只能走到108,无论怎样都走不到110。 (2)PI控制 比例-积分控制就是按照一定的步伐走到112步然后回头接着走,走到108步位置时,然后又回头向110步位置走。在110位置处来回晃荡几次,最后停在110步的位置。说明:在积分I控制中,控制器的输出与输入误差信号的积分成正比关系。对一个自动控制系统来说,如果在进入稳态后存在稳态误差,则称这个控制系统是有稳态误差的或简称有差系统。为了消除稳态误差,在控制器中必须引入“积分项”。积分项对误差的影响取决于时间的积分,随着时间的增加,积分项会增大。这样,即便误差很小,积分项也会随着时间的增加而加大,它推动控制器的输出增大,从而使稳态误差进一步减小,直到等于0。因此,比例+积分(PI)控制器可以使系统在进入稳态后无稳态误差。 (3)PD控制 比例-微分控制就是按照一定的步伐走到一百零几步后,再慢慢地走向110步的位置靠近,如果最后能精确停在110步的位置,就是无静差控制;如果停在110步附近(如109步或111步位置),就是有静差控制。在微分控制D中,控制器的输出与输入误差信号的微分(即误差的变化率)成正比关系。 自动控制系统在克服误差的调节过程中可能会出现振荡甚至失稳,原因是存在较大惯性组件(环节)或滞后组件,具有抑制误差的作用,其变化总是落后于误差的变化。解决的办法是使抑制误差作用的变化“超前”,即在误差接近于零时,抑制误差的作用就应该是零。这就是说,在控制器中仅引入“比例P”项往往是不够的,比例项的作用仅是放大误差的幅值,而目前需要增加的是“微分项”,它能预测误差变化的趋势。这样,具有比例+微分的控制器就能够提前使抑制误差的控制作用等于零,甚至为负值,从而避免了被控量的严重超调。所以对有较大惯性或滞后的被控对象,比例P+微分D(PD)控制器能改善系统在调节过程中的动态特性。 5.4.2 PID算法结构来点公式吧~ PID算法的数学模型为:
其中,Kp为比例参数,Ek为本次的偏差值,Sk为积分成分,Dk为微分成分。 积分成分 其中T为采样周期, Ti为积分常数。 微分成分 在实际应用中,PID算法具体分两种:一种是位置式PID算法,一种是增量式PID算法。 a)位置式PID算法表达式:
b)增量式PID算法表达式:
根据本系统控制对象为加热电阻两端电压,以及增量型较位置型算法有累加误差小、误动作影响小、计算量小和编程方便的特点,本系统选用PID增量型控制算法。 参考链接 https://blog.csdn.net/weixin_42068537/article/details/83684234 5.4.3 PID参数的整定在PID公式中,常数系数Kp,Ti,Td等须不断调节,找到适合自己的控制对象的参数。这里有一个经典的经验试凑口诀:
结束语DIY有风险,操作需谨慎!安全第一,涉及到220V电压,一定要接地!!! |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed






























 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶

 编辑选择奖
编辑选择奖






