|
11416| 2
|
[教程] 3D打印10大常见问题及解决方法 |
|
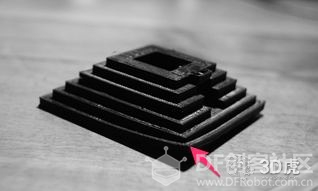
对于3D打印爱好者们来说,操作3D打印机时总会遇到各种各样的问题,比如:平台不平、打印翘边以及拉丝等问题。下面,3D虎小编为大家整理了以下3D打印时出现的10大常见问题以及解决方法.. 1.翘边
图中金字塔前面的角抬起了。 ●问题:模型底部一个或多个角翘起,就无法水平附着于打印平台。会导致顶部结构出现横向裂痕。 ●原因:翘边是常见问题,往往发生于第一层塑料因冷却而收缩时。模型边缘因此而卷起。 ●处理: 使用加热打印床,使塑料保持温度,不至于固化——称为“玻璃化转变温度”。第一层材料可平坦地附着于打印床。 在打印床上均匀地涂上薄薄一层胶水,增加第一层材料的附着力。 确保打印床完美水平。 可能需要增加垫子结构,来加固打印平台的粘着力。 即使打印机有加热床,还是建议用胶水,并且调平打印床。 2.大象腿
图中不易察觉:底部的凸起。 ●问题:模型底部(即,第一层)比设计的尺寸宽。 ●原因:为了避免翘边,用户常常会压扁第一层材料。这容易使底部突出——因此成为“大象腿”。也可能随着模型重量的增加而对第一层材料形成挤压,如果此时底层还未固化(尤其是打印机有加热床的情况下),就可能形成此问题。 ●处理:要想同时避免翘边和大象腿,有点难。为了尽可能减少模型底部的突起,建议调平打印床,打印喷头略微远离打印床(但不要太远,否则模型就无法粘附了)。此外,略微降低打印床温度。 如果是自己设计的3D模型,在模型的底部挖个小倒角。从5毫米和45度的倒角开始试验,直至最理想的效果。 3.第一层的其他问题
图右:第一层不平;图左:由于底部太小而翘边。 ●问题:第一层材料粘附不理想,因此有些结构出现了松散。 底部出现了不需要的材料线。 ●原因:这是打印床没有调平的典型案例。如果喷嘴离打印床太远,底面就会出现不需要的线条,或者第一层无法粘附。如果喷嘴靠得太近,就会结块。 此外,打印床要尽可能干净。打印平台的指纹印可能会影响第一层的粘附。 ●处理: 使用打印机软件,重新调平打印平台。 清理打印平台上的指纹印。 打印前涂上薄薄一层胶水。 4.底部结构收缩 ●问题:模型底部零部件凹陷。 ●原因:加热床温度过高。 加热挤出后的塑料像橡胶一样:先展开,然后冷却收缩。打印床的热度只能传递到一定高度(取决于温度)。此高度以下的塑料保温和可延展时长超过了上方的塑料材料。因此,受上层重量的挤压,底部凹陷。 ●处理:降低打印床热度。有些打印机的打印床默认温度是75?C,然而PLA材料的最佳温度是50-60?C。此外,打印机内低处的冷却风扇全速转动。 打印小型模型时,建议一次打印两份或者同时打印两件不同的模型。如此一来,打印头在每一层停留的时间就会延长。 打印底座大的模型时,不要降低打印床温度——否则,容易翘边。 5.倾斜的打印件/层错位
●问题:上层移位。 ●原因:X或Y轴的打印头不易移动。 X或Y轴没有对齐,也就是说没有构成100%的直角。 有滑轮没有固定到位。 ●处理: 关掉打印机电源,徒手试试是否能轻松移动各轴。如果感觉僵硬,或者某个方向更易/较难移动,那么在轴上抹一滴缝纫机油。 为了检查各轴是否对齐:向打印机左侧和右侧移动打印头,检查滑块间距、两边的滑轮。重复此步骤,检查打印机前后。如果存在未对齐的情况,松开有问题的滑轮螺丝。略微推动滑块,对齐轴,然后紧固螺丝。另一轴重复上述步骤。 检查滑轮的螺丝是否紧固。需要的话,进行加固。 6.层未对齐
●问题:模型中间的一些层出现位移。 ●原因:打印机皮带没有紧固。 顶板没有加固,围绕底板摇晃。 Z轴有一根杆不够直。 ●处理: 检查皮带,根据需要进行加固。 检查顶板,根据需要进行加固。 检查Z轴杆,更换不直的杆。 7.丢失层 ●问题:由于跳过了某些层,导致存在间隙。 ●原因: 由于某些原因,打印机未能在本该打印的层提供所需的塑料材料。这就称为(临时)未挤出。可能细丝(比如直径有差异)、细丝卷、送丝轮存在问题或者喷嘴堵塞。 打印床摩擦造成了暂时性的卡死。这是由于垂直杆没有完全与线性轴承对齐。 Z轴杆或轴承存在问题:杆歪曲、脏或抹油过度。 ●处理: 找到杆和轴承的问题,并解决。比如,如果油太多,那就擦掉。 如果怀疑杆和轴承没有对齐,查阅打印机用户指南,了解矫正方式。 找到未挤出的原因会比较难。检查细丝卷和送丝系统。打印测试,看看问题有没重现——这有助于找到问题。 8.高个模型出现裂痕 ●问题:侧面出现裂痕。此问题在高个模型中尤其多见。 ●原因:顶部材料比底部材料降温快——因为加热床的温度无法传递至高处。因此,顶部材料的黏合度降低。 ●处理:提高挤出机温度——最好提高10?C。打印床温度提高5-10?C。 9.下陷
●问题:上表面出现凹陷,甚至有洞。 ●原因:通常是由于冷却存在问题。上表面不够厚实。 ●处理:打印上表面时,将冷却风扇设置为最高速。确保上表面至少有6层厚度。 10.拉丝
●问题:模型零部件间出现不需要的塑料丝。 ●原因:打印头在非打印状态下移动时,打印头滴落部分细丝。 ●处理:大多数打印机都有回缩功能。启动此功能后,在非打印状态下移动打印头前打印机就会缩进细丝。这样就不会有多余的塑料材料从打印头滴落,形成拉丝了。确保在分层软件中启动此功能。 原文来自3D虎:http://www.3dhoo.com/news/xuetang/21370.html |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed







 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶







