|
24832| 8
|
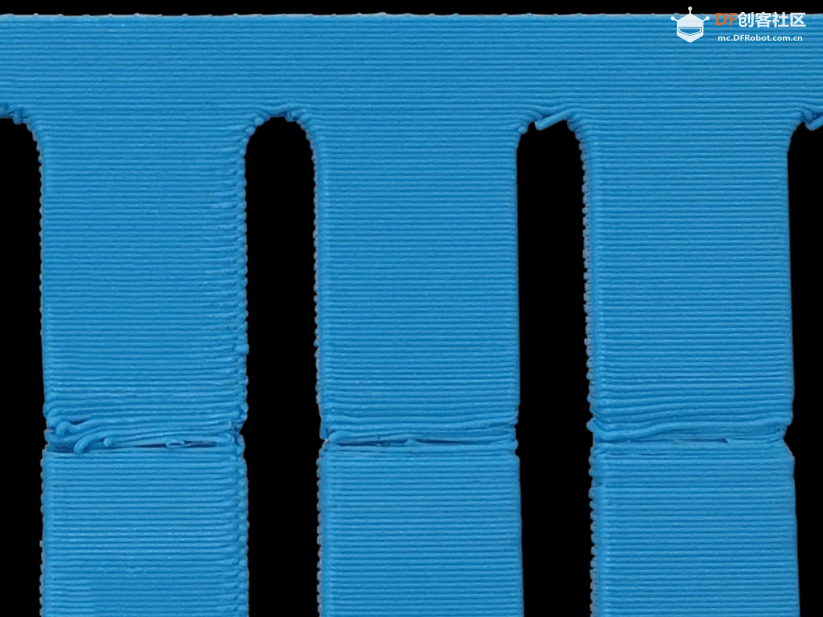
[3D模型] 打印外壳会出现缺料的条纹,是打印速度太快吗 |
吹吹牛 发表于 2021-6-24 10:04 1. 你可以试试 Pronterface,相比Cura,专门做上位机控制软件的 2. 使用 PF 通过串口连接打印机后,查看串口输出信息,确认采用的什么固件 3. 观察加热曲线是否稳定 4. 参考这个调整PID:https://teachingtechyt.github.io/calibration.html#pid |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶