|
7899| 0
|
3D 打印机_拓竹 X1Carbon_操作指南 |
概述很多没接触过3D打印的小白会以为3D打印是复杂的事情,是不是要3D建模啊?或者有复杂的参数设置等等,其实现在的3D打印已经做的非常简单了,不会3D建模也没关系,很多3D模型都是可以去网站免费下载直接使用的,等你玩的时间久了,想玩的更深入了可以再学习3D建模. 包括后面的切片软件设置厂家都内置好参数了,简单的点几下设置就能打印出3D模型。 3D 打印是一门大学问,但如果短期内只是想学会用,你不一定需要了解很多知识,拓竹 X1C 这款设备非常友善(也非常贵),把很多操作都自动化打包好了,因此用这台机器进行3D 打印非常简单,跟着这篇操作指南一步步往下做就行。 看完之后,你如果对3D 打印这种“创造的艺术“很感兴趣的话,建议去自行查阅更多信息,也多看看拓竹官网 Wiki:X1主要组件介绍 | Bambu Lab Wiki,这篇文章介绍了一些3D 打印机的原理。
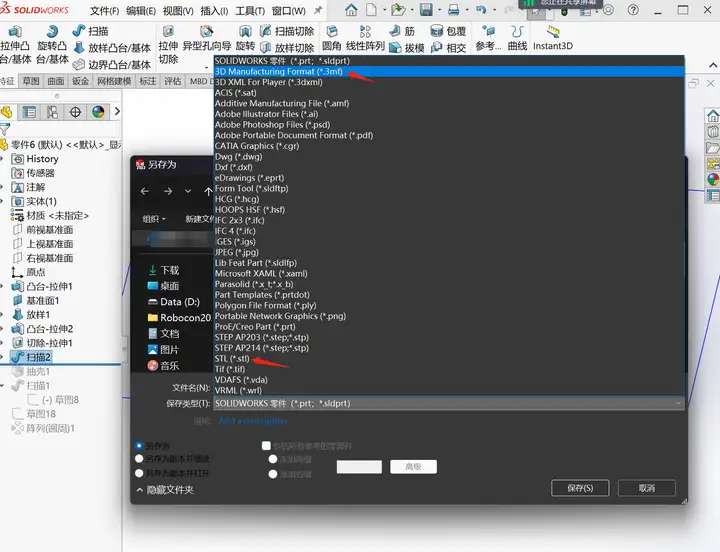
第一次打开软件可能会要求选择型号和喷嘴,全默认即可。我们的机型是 X1carbon。 导入之后页面右下角可能会出现各种说明,请根据说明进行调整。 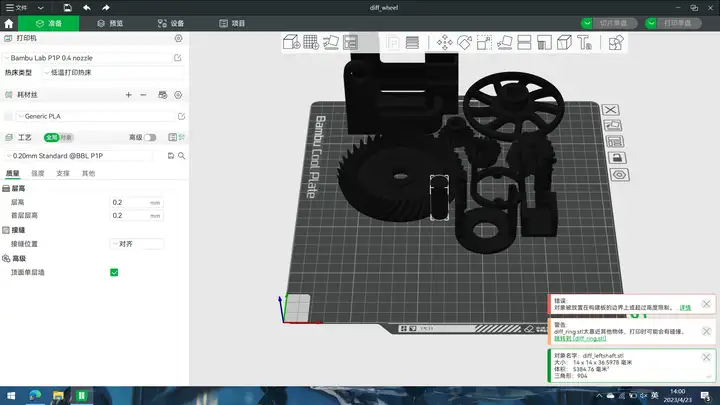
有时切片失败,是因为有些打印件有很大的悬垂面,软件会提示需要生成支撑,如果出现提示,在下图左侧的位置点击“开启支撑”。 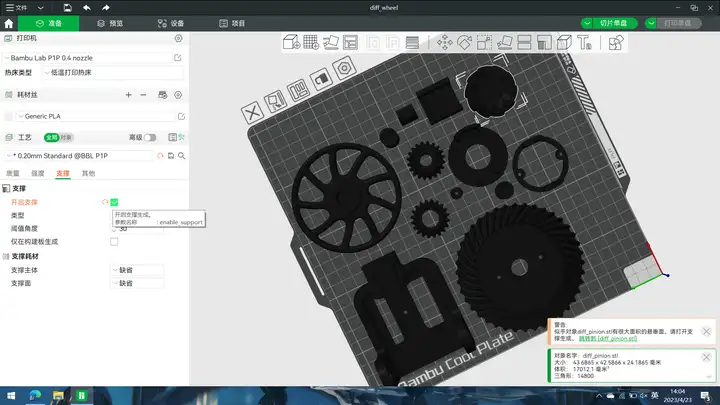 开启支撑后再次点击“切片单盘”,如图为切片完的效果。 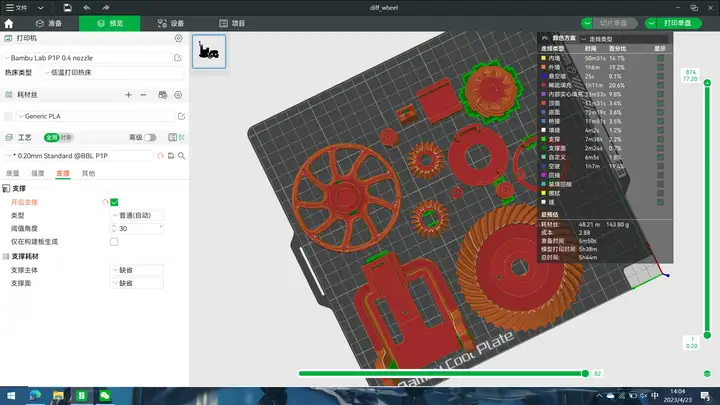 4. 点击右上角“导出单盘切片文件”,会生成一个新的 .3mf 格式文件。 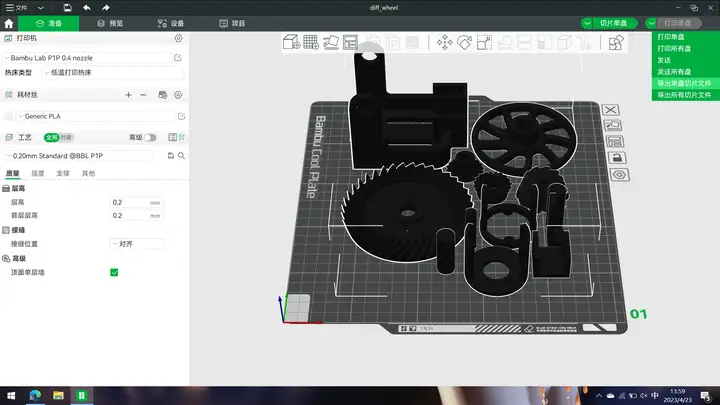 这个文件名称中可能会带有 gcode 字样,gcode 是一种数控(numerical control)编程语言,可供3D 打印机读取喷头移动路径、挤出量、运动速度等操作信息。 也就是说到目前为止,我们从一个模型文件(如 SolidWorks 中的 .SLDPRT)另存为成了3D 打印切片软件通用的 .3mf 或 .stl 格式,再通过切片软件转换成供3D 打印机执行的 gcode 代码文件。 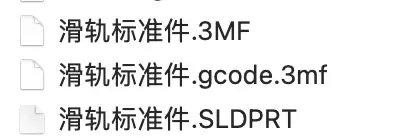 图片待更新 5. 把新文件导入 SD/TF 卡,再放入打印机。 6. 给打印机的打印面板涂固体胶,送入机架内。(此步可省略,是为了增强首层打印的粘性提高打印成功率) 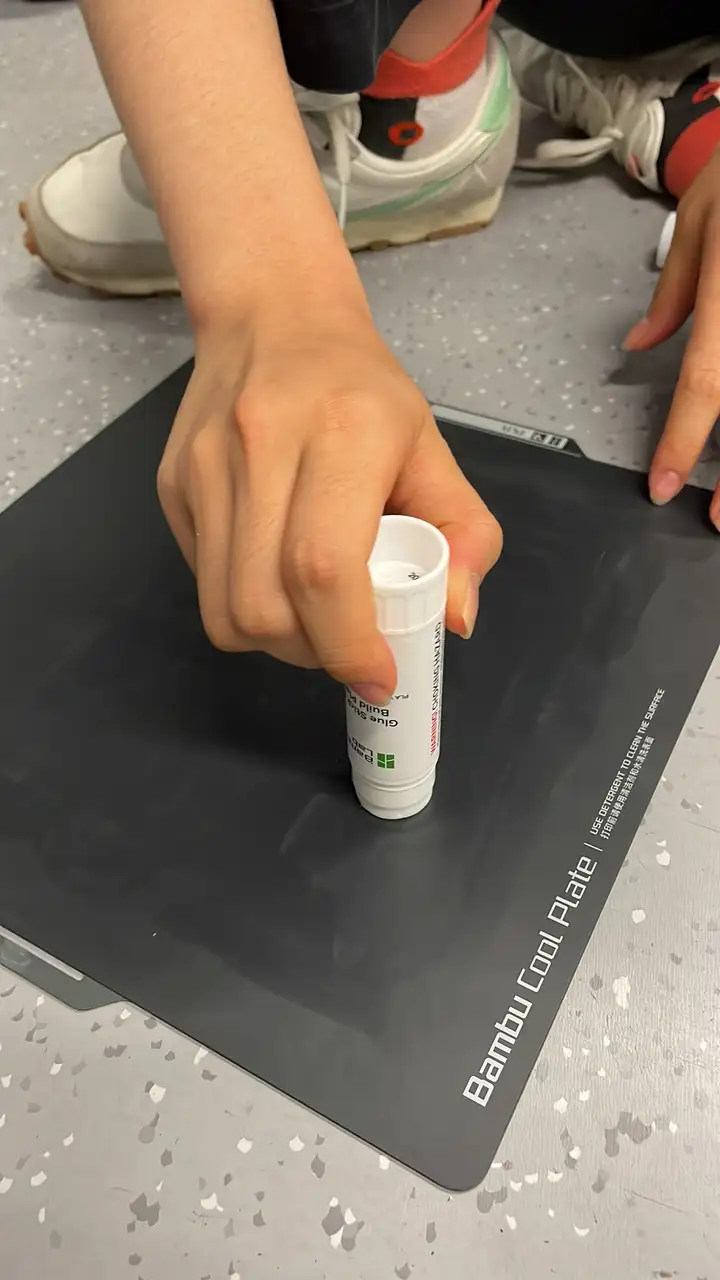 打印表面和热床是靠磁吸固定,因此最好是抬着放到位再落下,不要贴上后顶着磁吸力硬推进去。注意放的朝向,有 PLA 字样的靠外侧,各边对齐,不然之后可能会出现"Z 轴回零失败"等问题。 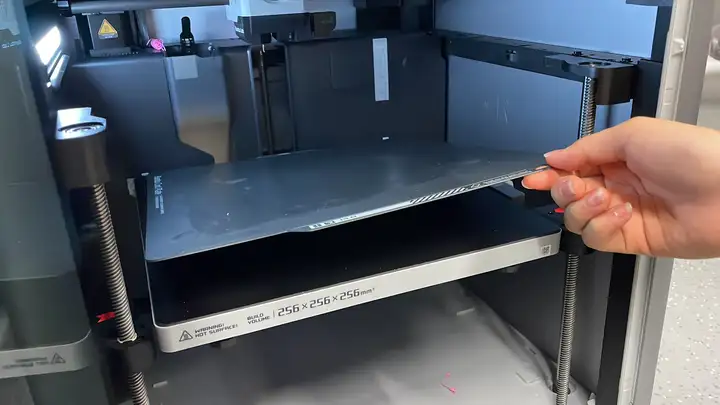 7. 打印。  点击最左侧的第三个按钮,选择你想打印的文件,开始打印。 8. 取出打印件 打印完,待冷却以后拆下打印件。不要硬拆。(涂固体胶后拆卸难度应该不大) 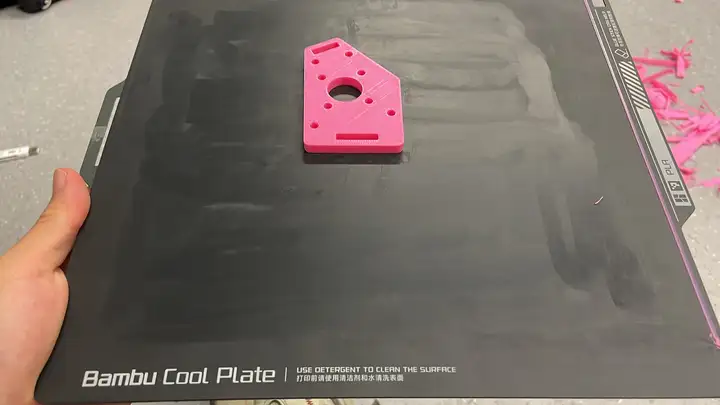 请记得拆除打印表面边缘的测试线。如有需要请用水清洗打印表面以清除旧的固体胶残留。 如果打印失败,可能是由很多问题引起的。实验室半年以来遇到的常见问题如下: 触控屏失灵:去背后重新启动电源。 电机过载、插槽过载: 可能是因为料线的缠绕被下面的线压住了卡住了。去料盘那里重新缠一下,尽量不要让外侧的被内侧压住。 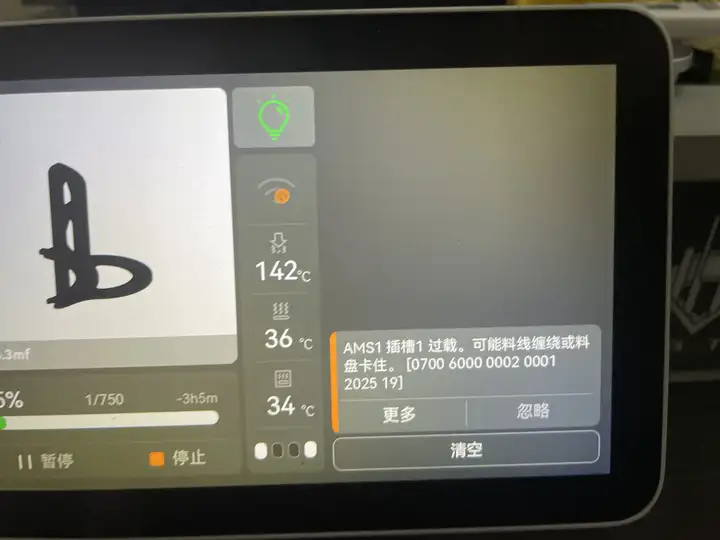 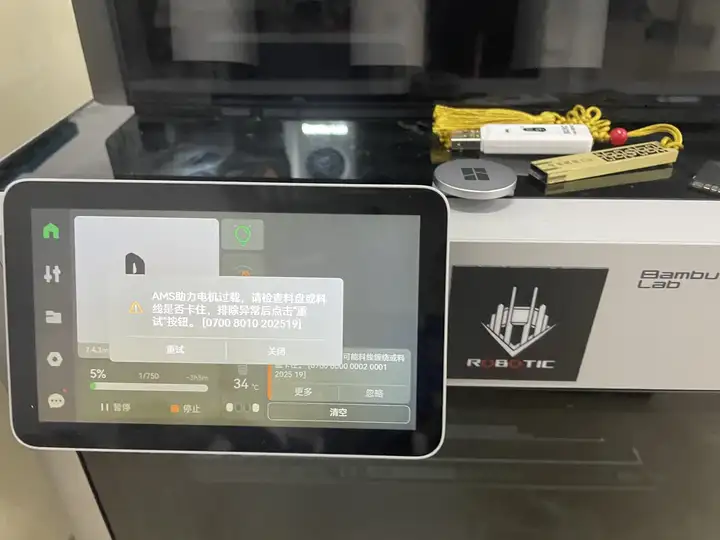 炒面: 这个暂时没找到解决方法,重新打吧。 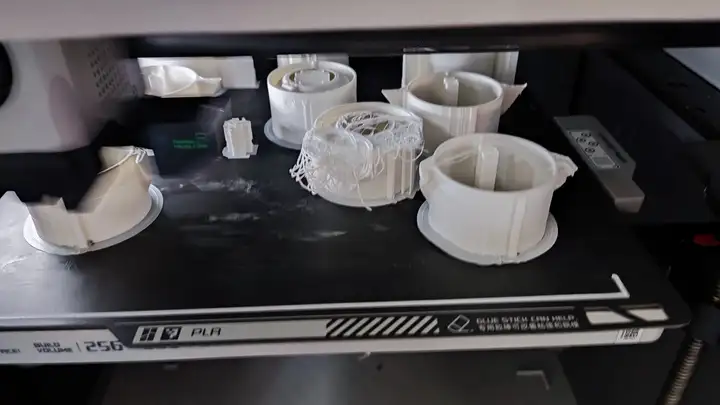 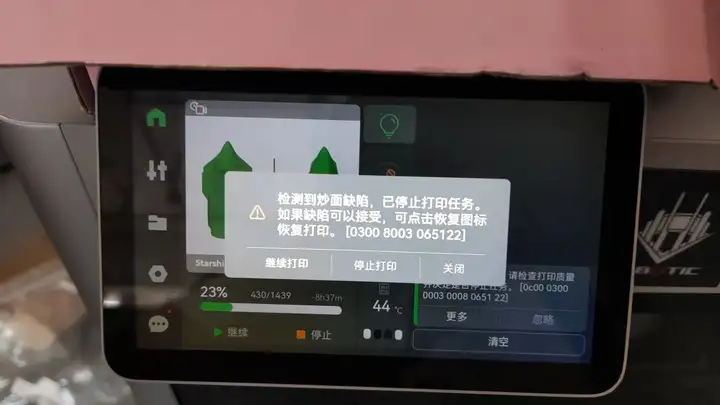 首层检测发现缺陷,打印失败: 点击左侧第二个按钮。 然后点击左侧第二列的第二个按钮,设置热床温度到60°C,也许有用。 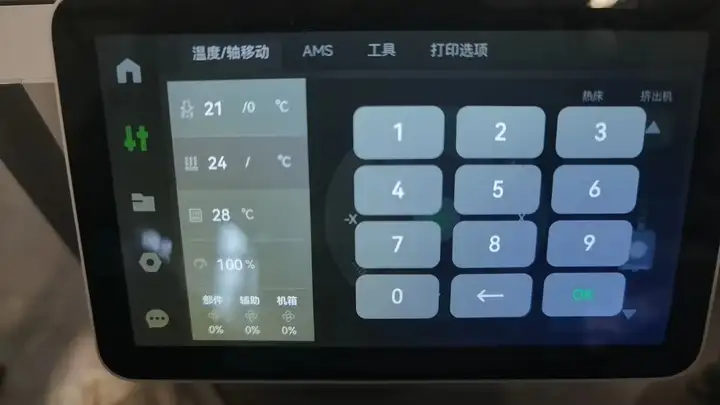 料线从工具头退回 AMS 失败: 这个可能是料线断在料管里了,(料的质量问题,或者受潮了),需要拆了AMS重新装,这个有机会慢慢讲。可以看看机器维护 | 如何更换 AMS 内置 PTFE 管(特氟龙管)_哔哩哔哩_bilibili 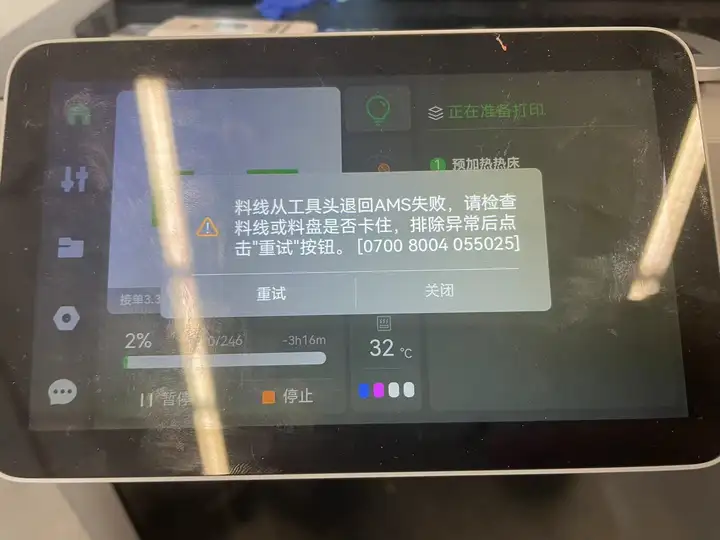 有时会找不到导出切片单盘生成的.3mf 格式文件。这是因为当一次性打印多个文件把它们在切片软件中放到一起后,打印机读取到的文件其文件名称可能回溯到建模软件(如SolidWorks)中的某一个零件名称。 其他故障可参考官方 Wiki 故障排除自行解决,或者联系实验室3D 打印机维护者(咱实验室机械组的基本都要会操作哦!) 注意事项
切片软件操作指南 https://wiki.bambulab.com/zh/x1/manual/introduction-to-bambu-studio 拓竹切片软件安装包 https://bambulab.com/zh/download 3D 打印模型分享网站: https://www.thingiverse.com https://cults3d.com https://fl.himi3d.cn |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶






