|
18695| 12
|
转:自制3D打印机的那些事(坑)儿 |
|
原贴:http://www.guokr.com/post/663780/ 从13年开始计划着造一台3D打印机(【申请】制作基于喷墨打印机喷头的uv固化墨水3D打印机),然后一直没(tuo)空(yan)到年底,期间也就做了台PVC雕刻机,各种问题导致啥都刻不出来╮(╯▽╰)╭:
就是这货差不多花了我两千块钱和两个月时间(╯‵□′)╯︵┻━┻ 于是,14年12月28日,趁着考研结束等成绩的空闲,将之前的计划付诸实施。 当然,考虑到可行性,我选择了制作结构简单、成本较低、具有广泛技术支持、大量DIYer实践过的Reprap Prusa i3。 经过一个多月的摸索,这台机器算是能印点东西了,目前它是这个样子的:
网上制作3D打印机的过程和步骤都很多很详细的,我就略过不提了,就说说我在这两个月遇到的坑(们)吧。 坑1:万能的淘宝上有不少商家销售整套的i3零配件,价格略贵,但一次满足你所有需求。 本着能自制就自制的精神,各处分别购买和定制不同零件自己组装才是DIYer的浪漫。 于是12月28日到1月13日,开启买买买和收快递模式,快递小哥都认识我了:
坑2:怎么知道要买什么?去Reprap的官方wiki查呗。面对满屏夹杂着各种术语的英文,压力山大,只好硬上。 坑3:查wiki查到,你如果想造一台Prusa i3,首先你得有3D打印的零件(RP),这不是先有鸡还是先有蛋的问题么喂! 还好,有个叫GRABER i3的Prusa i3衍生版本,这个版本的机身主体结构完全由激光切割的板材组装而成,同时满足了精度、结构稳定性和美观等要求。于是淘宝找激光切割加工。 坑4:激光切割究竟选择中密度纤维板还是亚克力还是铝板或者钢板呢? 纤维板在气候潮湿的地方吸潮后容易变形;亚克力上螺丝过紧容易碎掉;至于铝板和钢板——有钱任性请选择。 然后我选了亚克力,心想碎了大不了粘上继续用(后来发现这是错的,见坑20)。 坑5:不同激光切割加工提供商的报价差别很大,多问几家摸清市场底价在哪里,当然还要评价,如果是刷的会特别明显,用多年的网购经验可以分辨。 坑6:收到机器主体的切割件后才发现图纸上的螺丝孔和螺母槽都是英制的,我买的公制螺母放进去略小。 我是靠垫片解决的,但是如果提早测量一下图纸cad文件上的螺丝孔可以稍微改一下设计图就能免去安装的时候用垫片补救的麻烦。 坑7:GRABER i3的设计图中并不包含送丝机(或挤出机,extruder)的设计,需要根据个人选择另外制作远程送料或近程送料机构。 这个时候买现成的挤出机就输了不是么?于是参考Wood-D的激光切割挤出机,另外画了个图,再发一次图纸给激光加工店切,于是又多支出了一趟运费_(:з」∠)_
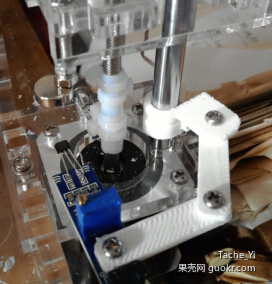
坑8:在买挤出头(喷头,nozzle,hotend)的时候要清楚喷头各个参数是啥,什么叫远程什么叫近程,什么叫1.75mm什么叫3mm,这些参数对于挤出机其他零件的设计和选择具有决定意义。 我自制的挤出机原本是设计为近程的,可是买来的喷头是远程的,勉强装上去根本不能用!只好改图纸,改成远程送丝结构,重新定制切割,还专门为了买几个快插气动接头,多花了好多运费。 坑9:螺纹的牙距并不是同一个直径的东西都一样的,至少有粗牙、标准牙和细牙这么几种,买螺母的时候花了不少冤枉钱╮(╯▽╰)╭ 坑10:步进电机的出轴直径和金属齿轮不匹配 千万不要用锤子硬砸。因为,敲进去之后你会发现这个齿轮以后再也拔不出来。而且被锤子砸过几次的电机扭矩似乎也有点下降(不排除是我的错觉 然后我就这么废了一个电机和一个齿轮_(:з」∠)_ 坑11:压杜邦端子的时候,将金属簧片塞进塑料壳的时候,要完成两次防脱“咔嗒”声的穿过卡扣。 我买的压线钳可能是山寨货,压出来的端子末端有点扁,卡在塑料壳外。但前端已经通过防脱卡扣,我天真地以为就这么就做好一个端子,结果...电机接上之后不转但在原地震颤,我还不明真相的将这个电机退了货。换来个新的(?),问题依旧,接着在接线排查的时候我终于发现了这个坑。 坑12:关于喷头堵塞 这个问题相当复杂,机器做好到现在,堵头的问题依然不时出现。官方wiki部分解释了这个问题。 总的来说,问题可能有以下几个: 1,热端上半部分的冷却不到位,导致塑料丝在内部软化变形,在上方压力的作用下向外膨胀,但堵塞处通常温度不足以让塑料丝具有流动性。 这种情况可以通过加强喷头上方的散热而解决。当堵塞发生时,关闭风扇待整体温度上升到200℃左右即可缓慢拔出堵住的丝,然后开启风扇冷却,再将修剪好的耗材丝送入。 2,喷嘴距离打印平台过近,导致送丝堵塞,此时送丝齿轮仍在转动,而耗材丝无法移动,因而被齿轮啃出一个弧形凹位,此时送丝齿轮转并不能传动到耗材上,导致送料不足。 这种情况下要在打印开始时观察并及时调整第一层的高度,个人经验是喷口出来的塑料丝能被压扁但不在平台上显得太透明,即不会发生这种堵塞(如何调整第一层高度这又是另个坑,见坑16)。当堵塞发生的时候一般只需要将送丝机的弹簧螺丝卸下,用手将被啃凹的耗材推进几厘米即可(但这种问题可能与问题1并发,导致推不进去,要按1来解决)。 3,耗材本身粗细不均匀,导致过粗的丝在热端之前堵住。 官方wiki给出的解决方法是——买好一点的耗材。 4,杂质导致的堵塞。 如果不是耗材本身的问题,而是因为丝线带有静电而粘上灰尘,可以使用防尘塞(一个圆柱形的打印件里面塞棉花海绵之类的)在塑料丝进入挤出机前将其清理干净。 5,其他原因 总的来说,用粗一点(如0.5mm)的喷嘴发生堵塞的可能性小一些,尽管精度会低一些。我的0.3mm铜喷嘴能连续使用而不堵塞的时间还不到1小时╮(╯▽╰)╭,各路高手有相关经验希望能和我分享一下。 坑13:关于第一层与平台表面的粘附 我的机器的打印平台是加热板上垫一块玻璃。在打印PLA的时候涂上一层516胶水就能让打印件牢固地附着在上面(60℃)。对于ABS,我尝试过kapton(110℃)、涂PVA 固体胶(110℃)、美纹纸(约70℃)等多种表面,均不能让ABS不翘边,官方wiki上提供了几个防翘边的方法:丙酮溶解ABS后涂在平台表面上,丙酮挥发后即留下一层ABS,是打印ABS的良好表面(丙酮有毒);蔗糖水;一种商业化的专用表面。 因为担心丙酮有毒、ABS有毒、蔗糖水容易惹蚂蚁、商业化的表面太贵,所以我还是专注PLA好了。 坑14:上面说道,将热床加热到110℃,这是怎么做到的? 光是因为热床在12V下达不到110℃,我就退了三次货,后来明白了国产的山寨货基本上没有功率足的(不就电路板里铜薄了点嘛)。 为了强行让它达到110℃,我拿出了去年买的24V电源,稍微拧了下上面的电压旋钮,在18V电压下,热床像打了鸡血那样(?)温度持续飙升。果然得靠加电压超频(×),然后用一个继电器控制电源通断(这又为一个坑埋下伏笔,见坑16),稍微修改了下固件的pin口定义,用一个自定义pin接在继电器上控制热床。继电器的哒哒声好讨厌啊...可是这样能达到110℃,值了(那时的我太天真了,见坑20)。 坑15:同步带的不正确安装可能导致打印发生偏移,特别是加速过大的时候,过松的同步带跟不上同步轮的运动,导致传动失败。 GRABER i3的激光切割件中也没提供固定同步带的零件,一开始我是直接将同步带圈在螺丝上的,这导致同步带严重不平行而且可以绕螺丝旋转一定角度,从而使Y轴平台在不同位置同步带的松紧程度是不同的,一定程度降低了Y轴精确度。 最后我在勉强能用的机器上打印了同步带固定器,装上之后情况大为改观,调节松紧也变得更容易了。在框架许可范围内绷紧同步带能提高X轴与Y轴的打印精度。 坑16:Z轴限位器 这个限位器的精度基本上决定了打印的第一层的高度是否合适(第一层距离平台过低会刮花平台损坏喷头、堵塞喷头等,过高则使打印件无法贴紧表面,要是继续打印下去你将会得到一坨塑料线团。 一开始我用的一般的微动开关,每次的触发高度都有0.2mm左右的偏移,在打印开始时还要手动调节高度,极为不方便。 接下来我做了个对射式的光电开关,还打印了个盒子装着它,一股旧时代的电器的感觉,可惜精度还是不行。这时已经接近春节,快递已经不发货了。 于是我找到之前买的数字式霍尔传感器,在Z轴上装个螺丝,上面贴个磁铁,做了个磁控开关。精确度大为提高,只是...继电器,对,继电器工作产生的磁场会影响霍尔传感器,两者隔了30cm以上而且中间各种亚克力、玻璃和金属条(估计有一些具有导磁的作用),但当霍尔传感器处于磁场阈值附近的时候的时候,继电器的工作状态会使霍尔传感器的输出发生变化,导致约0.05~0.1mm的高度偏差。 虽然有计划用mos电子开关管代替继电器以减少磁干扰,但目前这个高度偏差并不影太响第一层的打印(0.5mm的喷头,我设置0.3mm第一层厚度)。 最终Z轴限位器是这个样子的:
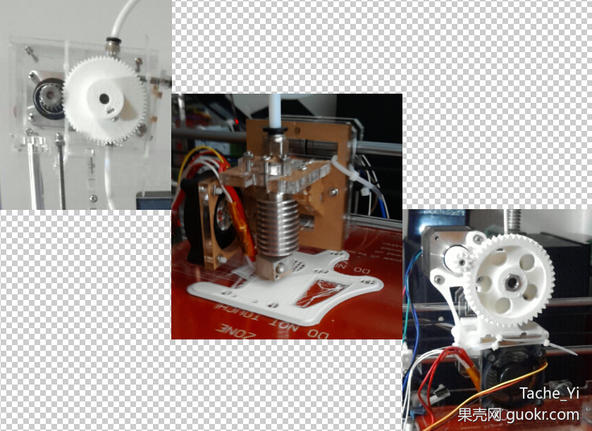
坑17:远程挤出机vs近程挤出机 远程挤出机的优点:可以将X轴重量降到只有一个喷头、一个风扇这么少,让X轴移动速度可以设置得离奇的高而不太影响精度(当然这也是有限的) 远程挤出机的缺点:要用很长一条聚四氟乙烯管送料,接头、弯曲的地方的摩擦阻力导致电机负荷很大;耗材在管内有一定的活动空间,从压紧状态到松弛状态的长度相差很大(有可能达到7mm以上),加上管内的耗材越长,其弹性伸长量就越大,这对送料量变化大的区域是不利的,也对回抽不利。 近程挤出机的优点:对送料量的精确控制。 近程挤出机的缺点:步进电机、齿轮和喷头风扇等全部在X轴上,惯性大,不容易加速和减速,因此要用较低的打印速度以保证精度;比较大的重量也会增加对X轴光轴导轨的压力,导致中部在Z轴上的变形较大;结构比较紧凑,发生堵塞处理起来不那么容易,换喷头也不那么容易。 两者各有优缺点,我个人更喜欢近程送丝,于是先用激光切割件做出远程挤出机,再用它将近程挤出机打印出来:
坑18:孔径偏小 如果一个M8的孔打出来是7.6mm,可能还没什么,钢轴硬塞还是能塞进去的。可是如果一个M3的孔印出来只有2.6mm那就只能靠打火机了。 thingiverse里专门有个专门用来校准的模型,模型是一个单层垂直薄壁盒子,如果用0.5mm直径的喷嘴打出来的薄壁有0.7mm厚,那么用这样的设置来打印一个孔,肯定就是偏小0.4mm的。那个模型的介绍里面有详细的校准步骤,基本上是先粗调挤出机送丝每毫米步数,然后精调层厚和流量。 完成这个校准之后,打印出来的孔就能直接用了。(前提是耗材是均匀的) 当然,进行校准的前提是你得有把游标卡尺(买吧) 坑19:自制滚铣螺栓(Hobbed Bolt) 近程送丝机中大部分都需要一根有横向牙纹的螺栓,用来在送丝的时候提供摩擦力。淘宝13元一根,抢钱啊喂。 官方wiki有制作教程,还有不同方法制作的Hobbed Bolt性能测评。 于是自己做吧。thingiverse上找还真能找到Hobbed Bolt tools,一种固定螺栓和丝锥,然后用丝锥在螺栓上攻丝的架子。 我的忠告是,这东西千万不要用不锈钢做。 那个不锈钢螺栓几乎把我全部能磨金属的工具都磨坏了,还没磨出一半的凹槽,更不用说攻丝了。 换了个然后换了个M8铁牙条(估计还是太硬),用电钻改个临时旋转车床上磨出凹槽,接着废了一条丝锥算是将牙攻出来了。 然后在末端用螺纹锁固剂粘上螺母,胶水固化后,装在挤出机上就能用了。 坑20:亚克力Y轴底板 这个底板承受着四个调节弹簧的压力,以及热床的热量。当热床温度为110℃维持久了,它就弯了,弯了! 然后我今天才有空把3D打印机扔一边,写这篇坑集。明天照着它的尺寸锯块木头看能不能用.... 话说今天2月多少号来着?怎么到处都一股汽油味? 嘛,不管他们了,我和3D打印机过就好(嗯?
结语: 很早我就知道这注定是一台神器的机器,它可以自我完善、升级、修复,3D打印进入家庭必然会带来颠覆。 当我游历于thingiveres的时候,那就像发现一个新大陆,就像瞬间就拥有了整个网站上的东西,大家的设计和思想在此汇聚和碰撞,创造和分享成了理所当然。 当然,像我这样一个外行,一个多月做这样的机器,掉到大大小小的坑里是不可避免的,掉坑里了爬出来就好,如果能借此告诉后来者此处有坑,那就更好了。 入3D打印坑一月有多,文中如有错误在所难免,敬请指正。
——图:用一个词形容3D打印,那就是 屌爆了 ! |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed



 (图中展示的并不是全部的零件和工具)
(图中展示的并不是全部的零件和工具)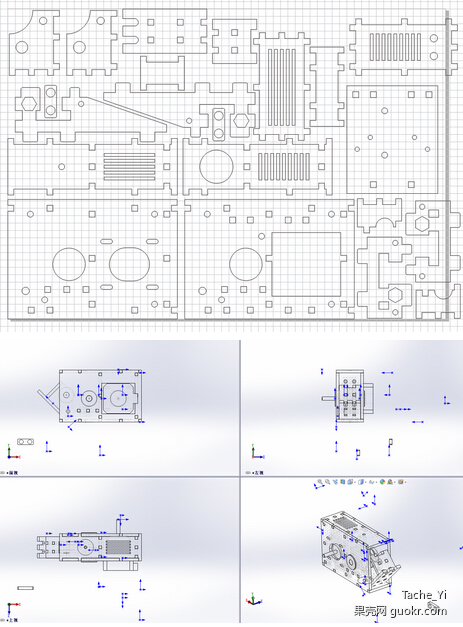


 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶







