|
18512| 9
|
[讨论] Overlord使用柔性pla材料打印初体验 |
|
本帖最后由 pheagle 于 2015-9-8 11:04 编辑 记得七月初刚拿到Overlord时,对于3D打印,除了好奇,几乎一无所知。转眼几个月过去了,现在使用OL打印各种零件、结构已经成了我工作中必不可少,同时也充满乐趣的组成部分。对打印机原理、故障处理、材料等相关知识也有了初步的认知。 虽然产品使用中还是出现过一些小问题,但这里仍然要感谢DF以负责任的态度推出了OL系列产品,以及不厌其烦为我解疑释惑的各位DF攻城狮们、论坛和群里的各位同好,尤其是王大师!(此处有掌声:-D)你们的辛勤劳动成果极大的提高了我们的研发效率,极大缩短了我们分步验证和出产品样机的流程。谢谢!同时也希望DF继续努力,不断进取,开发出更好用更可靠的新机器! 回到正题,之前一直用的普通pla材料打印各种产品零件、支撑、壳体等,效果都比较满意。后来听说市面上新出了一种柔性pla材料,可以打印出有弹性的零件,一下戳中我的痛点!因为我们的产品经常需要用到密封垫,绝缘垫,弹垫等需要一定弹性的零件。如果能用柔性pla打印出来,又可以进一步拓展打印件的应用领域,提高生产效率和一致性。 在群里咨询了文涛同学,初步了解了柔性pla的实际效果之后,我在万能的淘宝上选了一家可提供试用样品的店家,买了20米的柔性pla回来试用。一开始担心OL这种远端送料的机器,挤出这种柔软的材料会比较吃力,不过实际使用下来,跟普通pla基本没有区别。打印效果也基本让人满意:同层之间和层与层之间细丝粘连都比较牢固,没有脱丝断层之类的现象。打印的弹垫成品也比普通pla材料明显有更好的弹性和柔韧性。在初步测试后,目前自我感觉比较理想的设置是:打印速度降到默认的50%,温度保持默认的210℃,挤出率保持默认的100%或者略低95%(本来测试时担心柔性料太软,挤出效果不好,所以提高了挤出率到105%,结果出料太猛,出现材料堆积变形的问题。挤出率降回100%后,基本没有问题。) 目前发现的问题,1:柔性材料形变量较大,打印出的成品可能与图纸尺寸有不同程度的失真。目前我这里(西安,室温28℃左右),实际打印结果普遍比图纸略缩小,缩小程度随打印零件尺寸增大而增大。较准确的失真比例有待进一步测试。2、针对我所测试的弹垫类零件,柔性材料在横向弹性较好,纵向形变量很小,弹性较差。经过渗水实验,打印出的弹垫用作减震、支撑完全可以,用作密封效果较差,会有明显渗漏。 简单总结如下: 柔性pla材料优势: 1、OL这类远端送料打印机可直接使用,设置时除了降低速度,其他基本无需改动; 2、打印时同层及层间粘连牢固,打印结果整体较理想,确实具有一定弹性; 3、从底板上取下零件时,非常容易。 存在问题: 1、打印结果尺寸可能出现失真,目前测试结果普遍略微偏小; 2、针对平垫类的零件,纵向形变量小,弹性较差,不宜用作严格密封场合。 以下上图 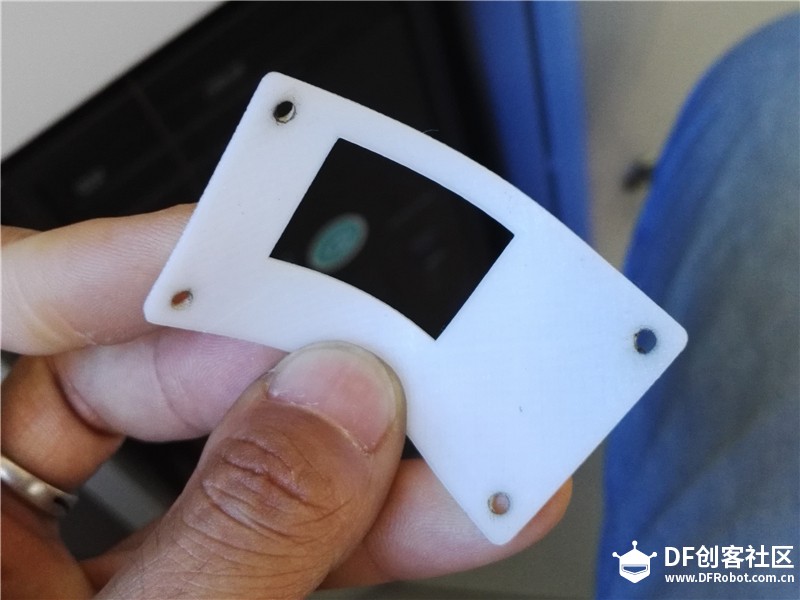  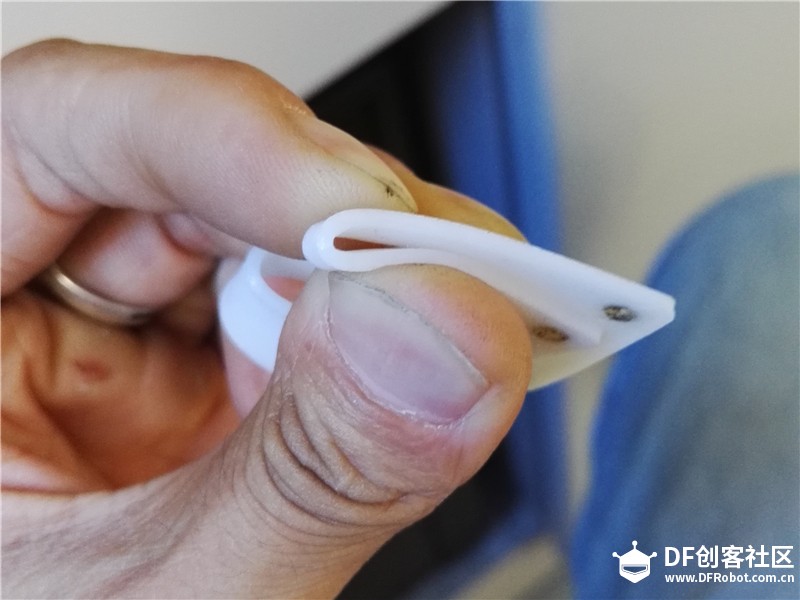 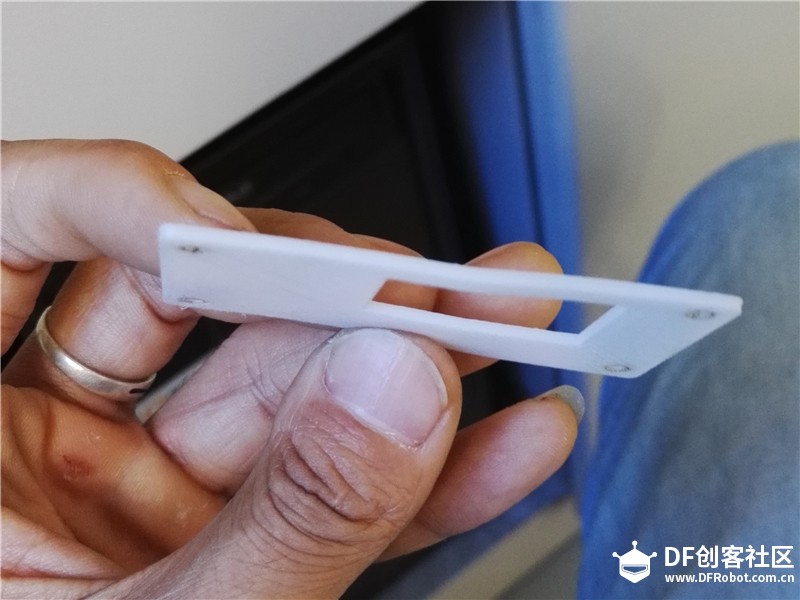  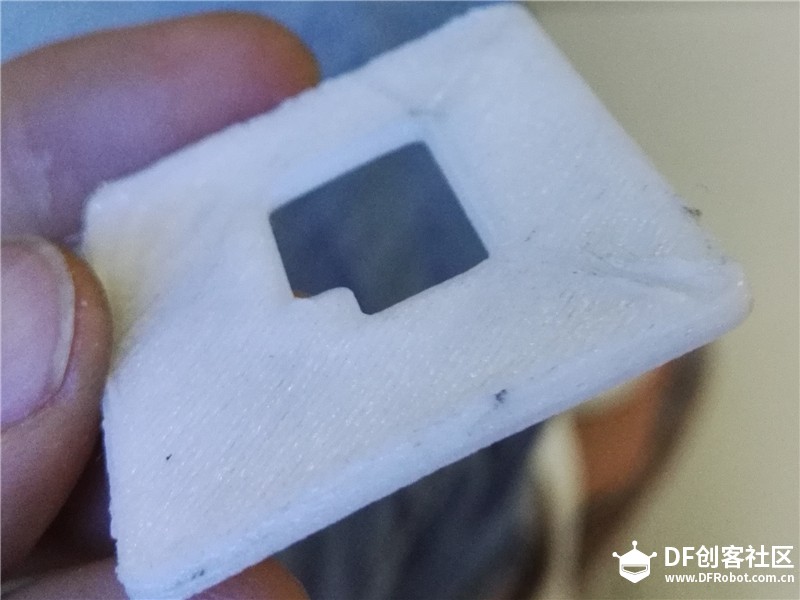  PS:回楼下,灰机杯可行,但估计会不够舒适。。。。。。。。 |
|
哇~非常有感悟,有想法的使用报告喔,赞一个,希望楼主能继续发多点像这样有营养,有想法的帖子。 话说能不能用弹性材料打飞机杯这个没有说啊 |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶







