|
12118| 1
|
[资讯] FDM(熔融挤出成型)3D打印技术详解 |
|
FDM(熔融挤出成型)3D打印技术详解 熔融挤出成型(FDM)工艺的材料一般是热塑性材料,如蜡、ABS、PC、尼龙等,以丝状供料。材料在喷头内被加热熔化。喷头沿零件截面轮廓和填充轨迹运动,同时将熔化的材料挤出,材料迅速固化,并与周围的材料粘结。每一个层片都是在上一层上堆积而成,上一层对当前层起到定位和支撑的作用。随着高度的增加,层片轮廓的面积和形状都会发生变化,当形状发生较大的变化时,上层轮廓就不能给当前层提供充分的定位和支撑作用,这就需要设计一些辅助结构-“支撑”,对后续层提供定位和支撑,以保证成形过程的顺利实现。 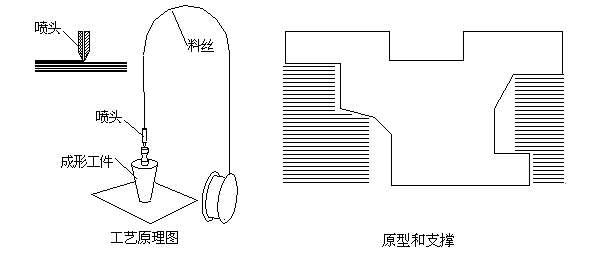 这种工艺不用激光,使用、维护简单,成本较低。用蜡成形的零件原型,可以直接用于失蜡铸造。用ABS制造的原型因具有较高强度而在产品设计、测试与评估等方面得到广泛应用。近年来又开发出PC,PC/ABS,PPSF等更高强度的成形材料,使得该工艺有可能直接制造功能性零件。由于这种工艺具有一些显著优点,该工艺发展极为迅速,目前FDM系统在全球已安装快速成形系统中的份额大约为30%。 适于三维打印机的特点 不使用激光,维护简单,成本低:价格是成型工艺是否适于三维打印的一个重要因素。多用于概念设计的三维打印机对原型精度和物理化学特性要求不高,便宜的价格是其能否推广开来的决定性因素。 塑料丝材,清洁,更换容易:与其他使用粉末和液态材料的工艺相比,丝材更加清洁,易于更换、保存,不会在设备中或附近形成粉末或液体污染。 后处理简单:仅需要几分钟到一刻钟的时间剥离支撑后,原型即可使用。而现在应用较多的SL,SLS,3DP等工艺均存在清理残余液体和粉末的步骤,并且需要进行后固化处理,需要额外的辅助设备。这些额外的后处理工序一是容易造成粉末或液体污染,二是增加了几个小时的时间,不能在成型完成后立刻使用。 成型速度较快:一般来讲,FDM工艺相对于SL,SLS,3DP工艺来说,速度是比较慢的。但针对三维打印应用,其也有一定的优势。首先,SL,SLS,3DP都有层间过程(铺粉/液,挂平),因而它们一次成型多个原型是速度很快,例如3DP可以做到一小时成型25mm左右高度的原型。三维打印机成型空间小,一次多成型1至2个原型,相对来讲,他们的速度优点就不甚明显了。其次三维打印机对原型强度要求不高,所以FDM工艺可通过减小原型密实程度的方法提高成型速度。通过试验,具有某些结构特点的模型,最高成型速度已经可以达到60立方厘米/小时。通过软件优化及技术进步,预计可以达到200立方厘米/小时的高速度。 快速塑料零件制造 材料性能一直是FDM工艺的主要优点,其ABS原型强度可以达到注塑零件的三分之一。今年来又发展出PC,PC/ABS,PPSF等材料,强度已经接近或超过普通注塑零件,可在某些特定场合(试用,维修,暂时替换等)下直接使用。虽然直接金属零件成型(近年来许多研究机构和公司都在进行这方面的研究,是当今快速原型领域的一个研究热点)的材料性能更好,但在塑料零件领域,FDM工艺是一种非常适宜的快速制造方式。随着材料性能和工艺水平的进一步提高,我们相信,会有更多的FDM原型在各种场合直接使用。 |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶






