(篇一)
前言
原创文章,转载引用务必著名链接,水平有限,如有疏漏,欢迎指正交流。
文章如有更新请访问 DFRobot 社区及 cnblogs 博客园,前者内容较全,后者排版及阅读体验更佳。
感谢 DFRobot 社区美女的催更和我媳妇的鼓励与支持,才有了这篇文章。近期实验的多,整理成文的少,而人一旦停下来,(惰)惯性还是挺大的。
本系列文章的目的是介绍自动 Z 偏移校准的基本原理与两种简单实现,属于抛砖引玉。私以为自动 Z 偏移校准的广泛应用是实现小白无痛使用 3D 打印机的重要变革之一,使得 3D 打印机从专业工具向家用数码产品转变,真正实现开机即打。
视频演示:
- 3D打印机使用Klipper 低成本无痛升级自动Z偏移校准实现完美首层
- 3D打印机使用Klipper低成本无痛自动校准调平器偏移实现完美首层
本文主要介绍原理,详细的示例请参考后续的文章。
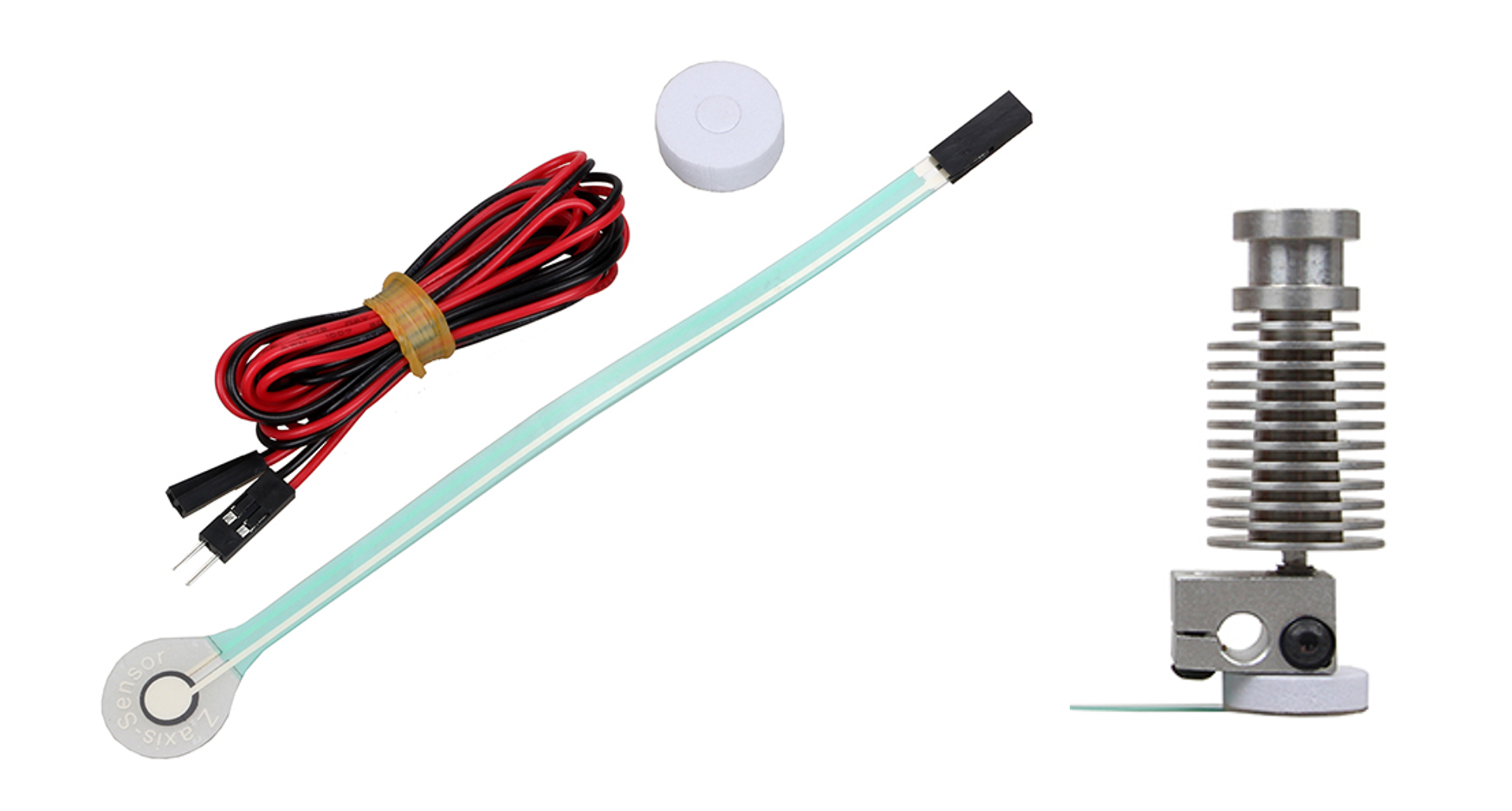

硬件列表:
- 压力薄膜开关:原理类似薄膜键盘输出数字通断信号,不是模拟压力传感器,触发距离固定,0.25/0.3mm,此处作为一把精确的尺子取代 A4 纸。
- CR-Touch:创想三维的探针调平器,精度很高,而且目前价格非常便宜,只要几块钱
实际上以上都可以使用涡流传感器、接近开关传感器、压力传感器等替换,原理相同。其中压力传感器触床时可以认为偏移为 0,因为直接喷嘴触床。
一、背景
目前常见的自动 Z 偏移校准方法包括 Klicky,压力喷嘴/压力热床,涡流传感器等,其特点是无需用户使用 A4 纸等工具手动调整,喷嘴移动到 Z=0 位置时正好触碰热床表面,从而获得完美首层打印效果。
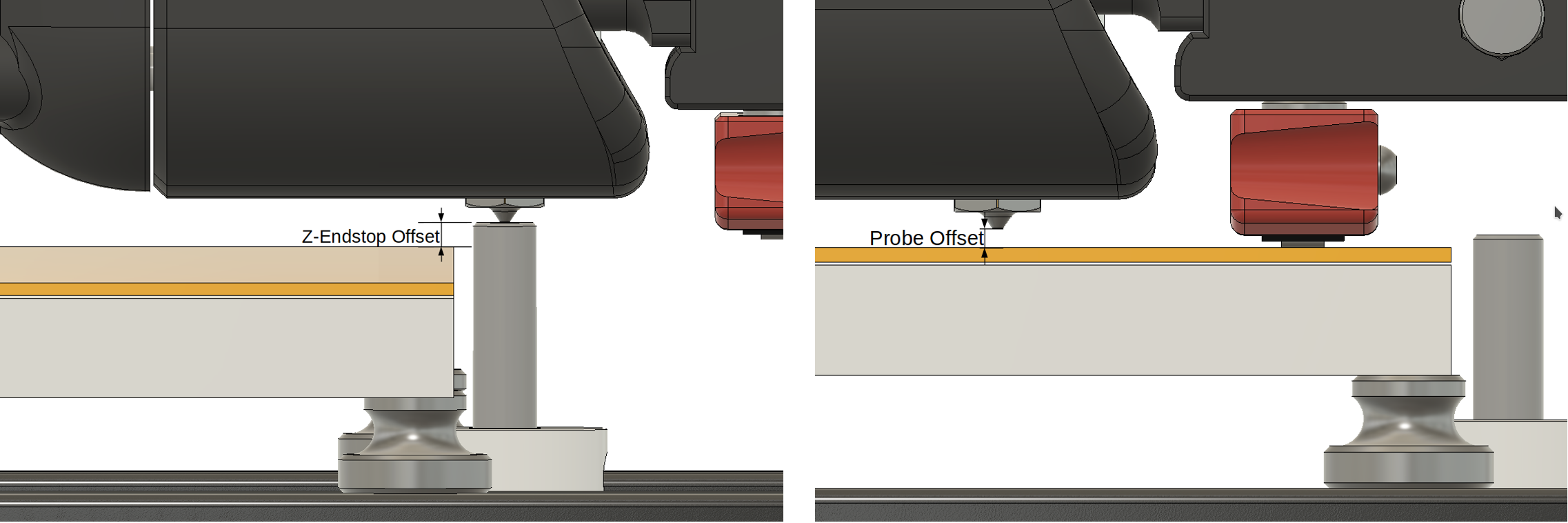
【图 1】Z 限位开关偏移与调平器偏移示例 source: https://github.com/protoloft/klipper_z_calibration/wiki/Why-This
二、基本原理
首先说结论:
- 自动 Z 偏移校准需要喷嘴参与
- 限位开关的作用是归位后获得的坐标系 S’ 与热床坐标系 S 重合(理想状态)
相比于 XY 轴,Z 轴对打印效果的影响最大,定位精度要求也最高,毕竟千里之行始于足下,打好地基 “房子” 才能建得好。
对于 Z 轴校准,主要分为三个阶段:
- Phase 1 古法纯手动操作
- 机械微动开关或光电开关作为 Z 轴限位
- 调整限位开关位置和热床调节螺丝,<u>借助 A4 纸</u>,使得归位 Z 轴触发限位开关时,喷嘴接触热床
- 此方式很繁琐,且更换打印打印板后需要重新调整
- Phase 2 增加灵活性:引入 Z Offset 偏移
- 机械微动开关或光电开关作为 Z 轴限位
- 一般归位 Z 轴后喷嘴位于热床外下方
- 引入 Z Offset 值,如 -0.5,代表归位后喷嘴抬升 0.5mm 到达热床表面(喷嘴当前位于热床表面下方 0.5mm)
- 校准 Z Offset 值,归位后,移动喷嘴到热床上方,借助 A4 纸使喷嘴接触热床,根据当前 Z 坐标,计算出 Z Offset 值
- 此方式在更换不同厚度打印板(玻璃、PEI等)后,无需调整限位开关位置
- 类似的还有自动调平器仅做 Z 轴等高校准 + 热床调平螺丝等高校准 + 床网数据生成,仍然使用物理开关作为 Z 限位开关
- Phase 3 自动调平器时代
- 使用自动调平器作为 Z 轴限位开关
- 调平器触发后,继续移动喷嘴,<u>借助 A4 纸</u>,使喷嘴接触热床,从而计算出 Probe Z Offset,此值代表调平器触发后,喷嘴距离热床距离。例如 2.0,代表喷嘴下降 2.0mm 触床。
三、走进新时代——自动 Z 偏移校准
从上面可以看到,所有操作都需要借助 A4 纸(也有采用肉眼观察的),来判断喷嘴触床,从而获得 Z Offset 值,但是 A4 纸法每个人的主观感受不同,且精度不高,所以追求每次都能获得完美首层的话,需要新工具代替 A4 纸,且重复定位精度高,还可以被打印机控制系统读取数值。
【图 2】高精度微动开关接触式调平器
除了 A4 纸,还有这种接触式调平器,但是打印机控制系统无法读取其数值。所以我们希望一个新的测量工具拥有如下特点:
- 比 A4 纸精确,重复定位精度高
- 数值可以被打印机控制系统读取
在操作前,应使用 PROBE_ACCURACY 指令检查调平器重复定位精度是否合格,一般 range < 0.025,标准差越低越好。看到有些 UP 主调这调那,热床贴纸啥的,结果调平器都不准。
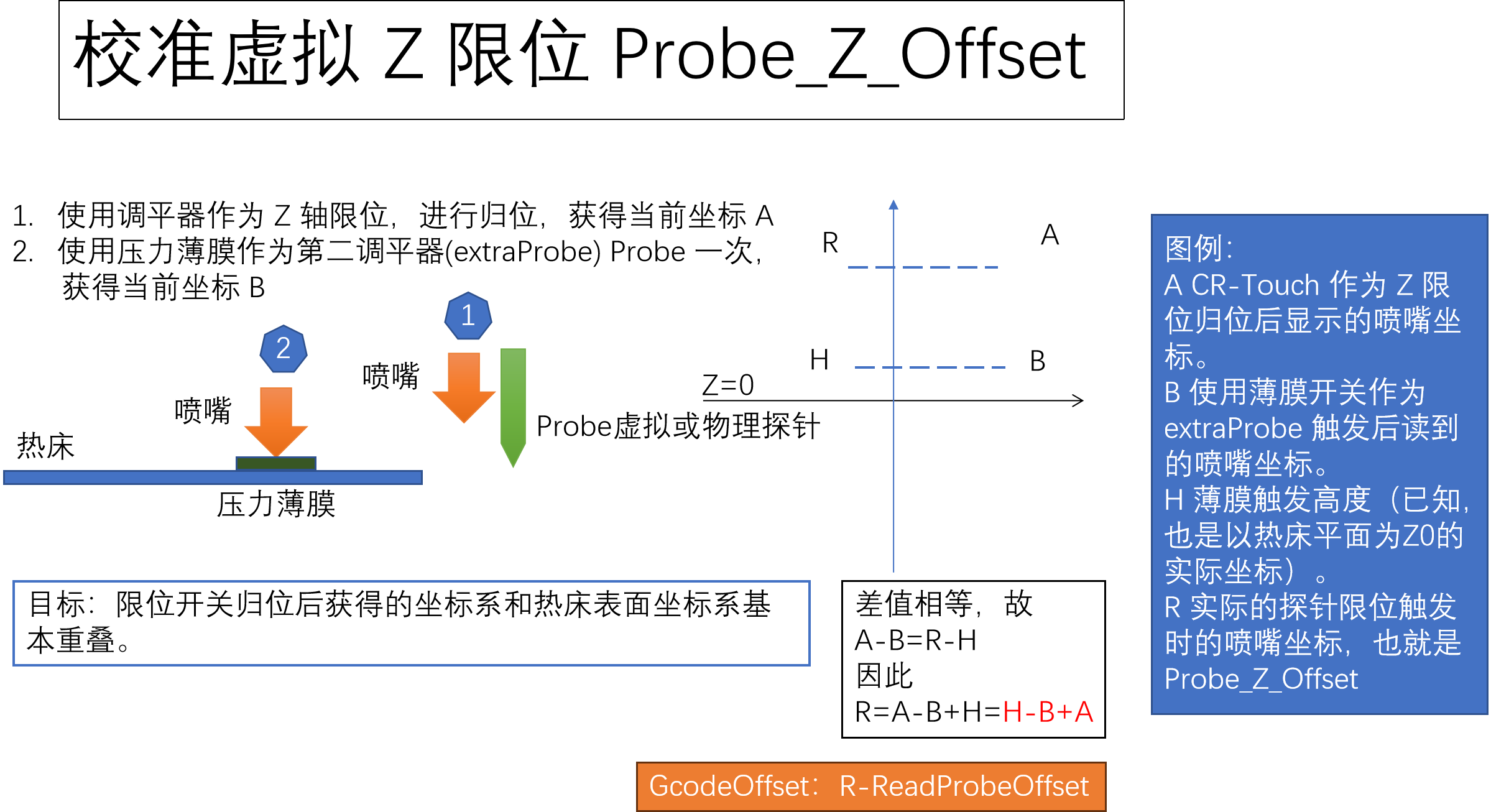
3.1 实例演示1:机械开关作为 Z 轴限位开关
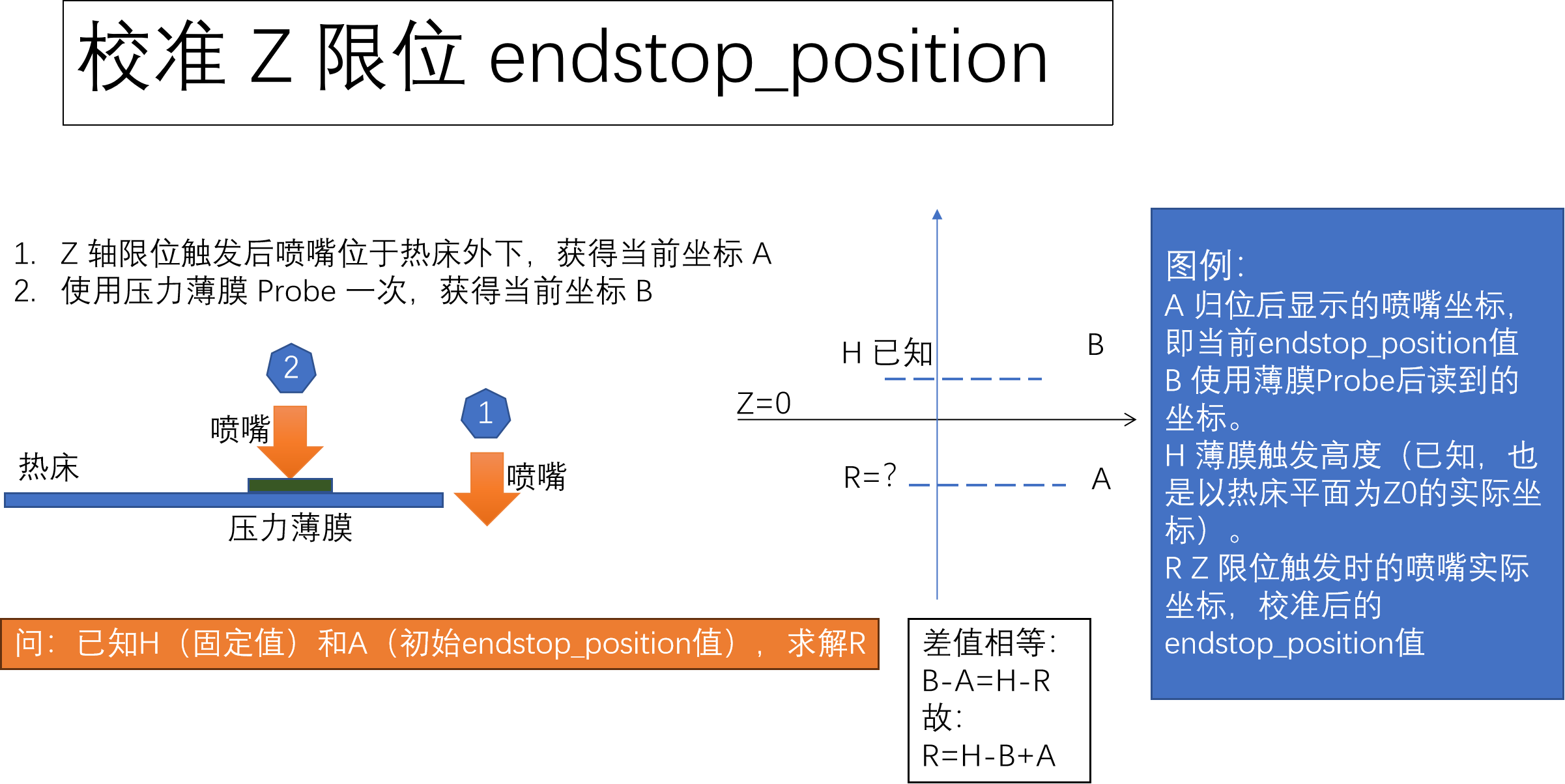
此场景使用机械限位开关,在配置文件种指定其 endstop_position 值,从而告诉系统,触发限位时当前坐标为 endstop_position。
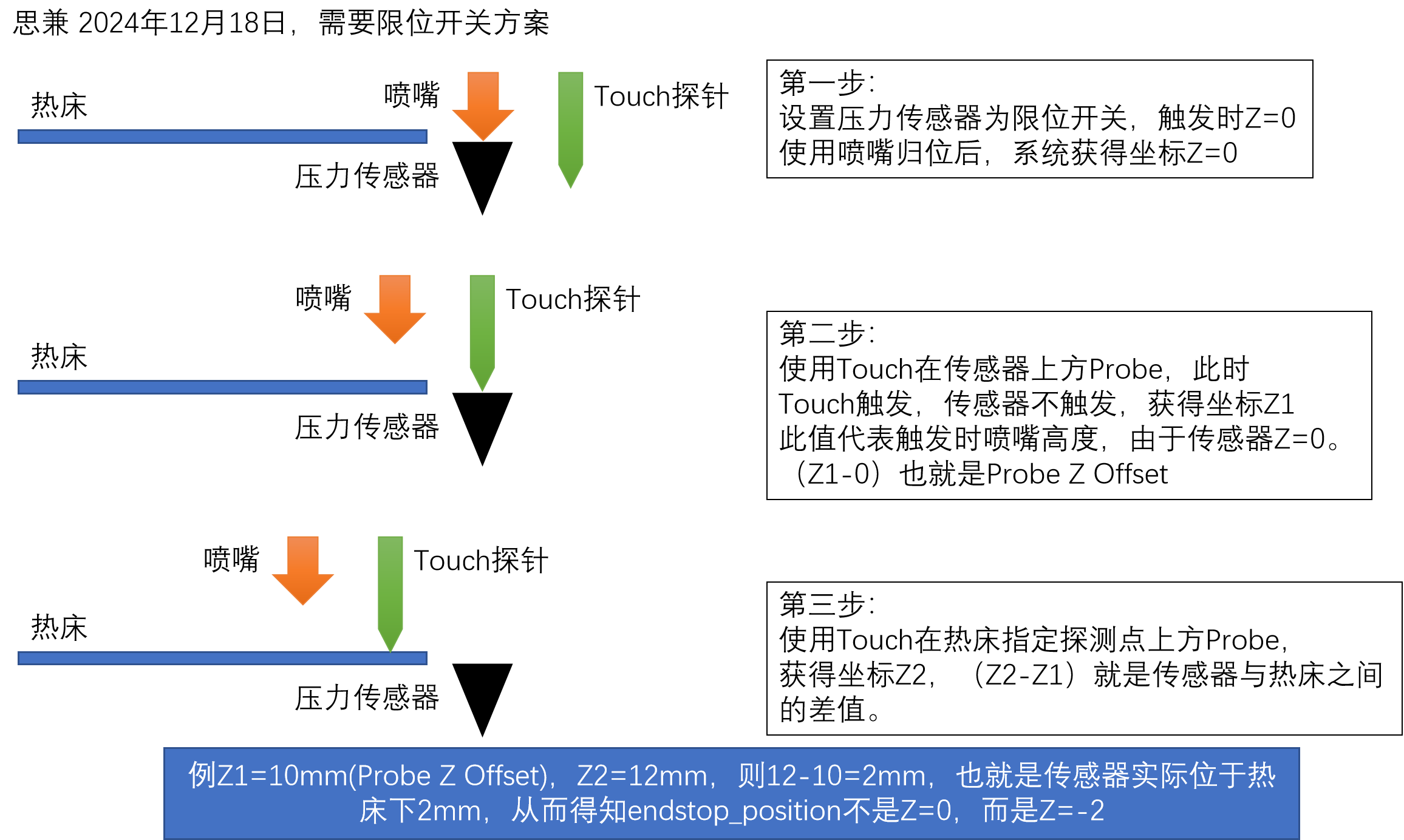
借助薄膜开关,由于其触发距离已知(0.25/0.3mm,注意归位速度不能太快),通过分别归位 Z 轴以及触发 Probe,可以计算出真实的 endstop_position 值,使得移动到 Z=0 时喷嘴正好触床,具体如下图所示:
注意:
- Probe 前应清理喷嘴餐料
- Probe 时应不止探测一次,用于减少误差影响
- 当使用 U 槽型光电开关时,由于 X 横梁可以穿过光电开关,所以归位后喷嘴可以位于热床上方
- 上图介绍归位后喷嘴位于热床下方的场景,实际上 a. 高于热床低于薄膜高度 b. 高于热床高于薄膜高度 时此等式仍然适用,具体请自行推导
# 准备;
# 1. 无感归位坐标:-13,-7
# 2. position_endstop 启用,初始0,可以校准两次看看
# 3. 注释原Probe
[mcu loadcell]
serial: /dev/serial/by-id/usb-Klipper_rp2040_fly-rht36-if00
[temperature_sensor FLY-RHT36]
sensor_type: temperature_mcu
sensor_mcu: loadcell
[probe]
# 去套,不压紧
pin: ^!loadcell:gpio27
x_offset: 0
y_offset: 0
z_offset: 0.3
# 探测时Z轴移动速度
speed: 3
samples: 3
samples_result: median
sample_retract_dist: 2.0
# 超出此范围可认为偏差过大
samples_tolerance: 0.025
samples_tolerance_retries: 3
# 1. pos 0, g offset 0.45
# 2. runtime pos -0.45 g offset 0.45
# 3. runtime pos -0.45 goff 0 压死了
# 4. pos -0.45 goff0
# 结论:Z_OFFSET_APPLY_ENDSTOP, SAVE_CONFIG后生效,实时的就是Gcode_Offset
# 由于日常使用限位,所以默认pos0,日常使用要save_config
[gcode_macro _AUTO_Z_CALIBRATE_CALC]
description: 用于自动计算并应用 Gcode Offset
gcode:
# 以热床平面为 Z=0, 压力薄膜在热床上触发时的实际坐标。已知为 0.3/0.25 等
{% set REAL_PROBE_POS = printer.configfile.settings.probe.z_offset|float %}
{% set ESTOP_POS = printer.configfile.config.stepper_z.position_endstop|float %}
{% set PROBE_POS = printer["probe"].last_z_result|float %}
# 计算过程
# 1. 归位后喷嘴位于热床下,则偏移距离为负值。
# aka. AUTO_ESTOP_BED_OFFSET
{% set REAL_ESTOP_POS = REAL_PROBE_POS - PROBE_POS + ESTOP_POS |round(2) %}
# TODO: Gcode_Offset, 取反?
# SET_GCODE_OFFSET Z={ESTOP_POS + REAL_ESTOP_POS} MOVE=0
SET_GCODE_OFFSET Z={- ESTOP_POS - REAL_ESTOP_POS} MOVE=0
RESPOND MSG="压力薄膜实际坐标(配置读取): {REAL_PROBE_POS}"
RESPOND MSG="压力薄膜偏移坐标(测量获得): {PROBE_POS}"
RESPOND MSG="限位开关实际坐标(计算获得): {REAL_ESTOP_POS}"
RESPOND MSG="限位开关偏移坐标(配置读取): {ESTOP_POS}"
# RESPOND MSG="限位开关相对热床偏移距离: {REAL_ESTOP_POS} {AUTO_ESTOP_BED_OFFSET}"
# SAVE_CONFIG 重启前不生效。和限位开关实际坐标相同:REAL_ESTOP_POS
Z_OFFSET_APPLY_ENDSTOP
# 日常无压力薄膜,无法每次都测试,故需要保存
# SAVE_CONFIG
[gcode_macro AUTO_Z_CALIBRATE]
description: 使用机械限位归零,再使用压力薄膜在左前方调平螺丝上方探测
# inspried by https://github.com/Ficik/extra-probe
gcode:
{% set SCREW_X = 30.0 %}
{% set SCREW_Y = 20.0 %}
G28
SET_GCODE_OFFSET Z=0 MOVE=0
G0 X{SCREW_X} Y{SCREW_Y} F12000
G91
G0 Z10 F1800
G90
RESPOND MSG="请安装压力传感器...等待8s"
G4 P8000
PROBE
G91
G0 Z15 F1800
G90
_AUTO_Z_CALIBRATE_CALC
注意点:
- 薄膜压力开关触发距离固定,一般是0.25/0.3mm等
- 想要 Z Offset 实时生效请使用
SET_GCODE_OFFSET 指令,而 Z_OFFSET_APPLY_ENDSTOP 指令需要 SAVE_CONFIG 重启后生效
- 由于宏内部不更新坐标,所以使用独立的
_AUTO_Z_CALIBRATE_CALC 宏进行计算
3.2 实例演示2:调平器也作为 Z 轴限位开关
核心难点是定义一个额外的 probe, 因为默认 Klipper 仅支持一个 Probe。这里参考 https://github.com/Ficik/extra-probe/ 项目,但是由于 klipper 代码有改动,需要修改后才能正常使用,具体修改如下:
pi@orangepipcplus:~$ diff extra_probe.py extra_probe.py_mod
125c125,126
< z_offset = self.printer.lookup_object('probe').z_offset
---
> probe = self.printer.lookup_object('probe', default=None)
> z_offset = probe.get_offsets()[2]
如果后续又变了,可以参考 https://github.com/protoloft/klipper_z_calibration 进行修改。
# 准备;
# 1. 无感归位坐标:30,20
# 2. position_endstop 禁用
# 3. Probe offset定为2mm
[mcu loadcell]
serial: /dev/serial/by-id/usb-Klipper_rp2040_fly-rht36-if00
# 归位XY坐标,修改无感归位
[temperature_sensor FLY-RHT36]
sensor_type: temperature_mcu
sensor_mcu: loadcell
[extra_probe loadcell]
# 去套,不压紧
pin: ^!loadcell:gpio27
z_offset: 0.3
samples: 5
speed: 3
sample_retract_dist: 2.0
samples_result: median
samples_tolerance: 0.025
samples_tolerance_retries: 3
[force_move]
enable_force_move: True
[gcode_macro _AUTO_Z_CALIBRATE_CALC]
description: 用于自动计算并应用 Gcode Offset
gcode:
# {% set REAL_PROBE_POS = printer.configfile.config.printer["extra_probe loadcell"].z_offset|float %}
# TODO: 读取
# {% set REAL_EXPROBE_POS = printer["extra_probe loadcell"].z_offset|float %}
# {% set REAL_EXPROBE_POS = printer["extra_probe loadcell"].default_probe_z_offset|float %}
{% set REAL_EXPROBE_POS = 0.3 %}
{% set PROBE_POS = printer.configfile.config.probe.z_offset|float %}
{% set EXPROBE_POS = printer["extra_probe loadcell"].last_z_result|float %}
# 计算过程,REAL_PROBE_POS 也就是 Probe Z Offset
{% set REAL_PROBE_POS = REAL_EXPROBE_POS - EXPROBE_POS + PROBE_POS |round(2) %}
# TODO: Gcode_Offset, 取反?
SET_GCODE_OFFSET Z={ - REAL_PROBE_POS + PROBE_POS} MOVE=0
RESPOND MSG="压力薄膜实际坐标(配置读取): {REAL_EXPROBE_POS}"
RESPOND MSG="压力薄膜偏移坐标(测量获得): {EXPROBE_POS}"
RESPOND MSG="调平器实际坐标(计算获得): {REAL_PROBE_POS}"
RESPOND MSG="调平器偏移坐标(配置读取): {PROBE_POS}"
# RESPOND MSG="限位开关相对热床偏移距离: {REAL_ESTOP_POS} {AUTO_ESTOP_BED_OFFSET}"
# SAVE_CONFIG 重启前不生效。和限位开关实际坐标相同:REAL_ESTOP_POS
Z_OFFSET_APPLY_PROBE
# 日常无压力薄膜,无法每次都测试,故需要保存
# SAVE_CONFIG
[gcode_macro AUTO_Z_CALIBRATE]
description: 探针G28热床Z0, 探针Probe压力POS1,喷嘴Probe压力POS2
# inspried by https://github.com/Ficik/extra-probe
gcode:
# [TODO2]
# 设置喷嘴位于压力传感器正上方时的坐标
{% set NOZZLE_X = 30 %}
{% set NOZZLE_Y = 20 %}
# 设置探针位于压力传感器正上方时的坐标
# {% set TOUCH_X = 60 %}
# {% set TOUCH_Y = -6 %}
# NEW,避免干扰压力传感器,关闭挤出电机。TODO: 多挤出电机
SET_STEPPER_ENABLE STEPPER=extruder ENABLE=0
# 如果未归位,提示归位
G28 # 测试用
M400
# {% if printer.toolhead.homed_axes != "xyz" %}
# {action_respond_info("请首先归位后继续")}
# # G28
# {% else %}
# 清空 Gcode Offset
SET_GCODE_OFFSET Z=0 MOVE=0
# 使用喷嘴探测(5次,压平可能的残料)后抬 5mm
G0 X{NOZZLE_X} Y{NOZZLE_Y} F12000
G91
G0 Z10 F1800
G90
RESPOND MSG="请安装压力传感器"
G4 P8000
EXTRA_PROBE PROBE=loadcell
G91
G0 Z20 F1800
G90
RESPOND MSG="请取下压力传感器"
# G4 P8000
# 使用探针探测后抬 5mm
# TODO: 不需要PROBE?因为就是offset
# G0 X{TOUCH_X} Y{TOUCH_Y} F12000
# PROBE
# G91
# G0 Z5 F1800
# G90
# 由于宏内部不更新坐标,所以使用独立的宏进行计算
_AUTO_Z_CALIBRATE_CALC
# {% endif %}
3.3 实例演示3:机械限位开关 + 调平器组合
之前做的一个项目,具体不再赘述。注意压力传感器容易受干扰,使用时关闭挤出机电机和风扇。

 萌萌哒新人
萌萌哒新人
 活跃会员
活跃会员
 宣传大使
宣传大使
 版主限定
版主限定
 牛X认证
牛X认证
 老版主限定
老版主限定
 创作达人
创作达人
 小蘑菇
小蘑菇
 编辑选择奖
编辑选择奖
 ARD DAY
ARD DAY
 编辑选择奖
编辑选择奖
 摸鱼团员
摸鱼团员
 编辑选择奖
编辑选择奖
 志“童”道合
志“童”道合
 编辑选择奖
编辑选择奖
 编辑选择奖
编辑选择奖
 编辑选择奖
编辑选择奖



 沪公网安备31011502402448
沪公网安备31011502402448
 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶






