|
10163| 3
|
傲趣pp-pe食品级聚丙烯/聚乙烯耗材评测报告(原创首发) |

|
本帖最后由 永远的黑侠 于 2016-3-24 22:37 编辑 2016年南极熊组织试用傲趣耗材,我公司有幸获得pp-pe食品级聚丙烯/聚乙烯的试用权。现将使用耗材之后的评测报告发布。 第一 开箱外观及材料初测 傲趣的材料包装很精致,内部装有该材料的推荐参数。    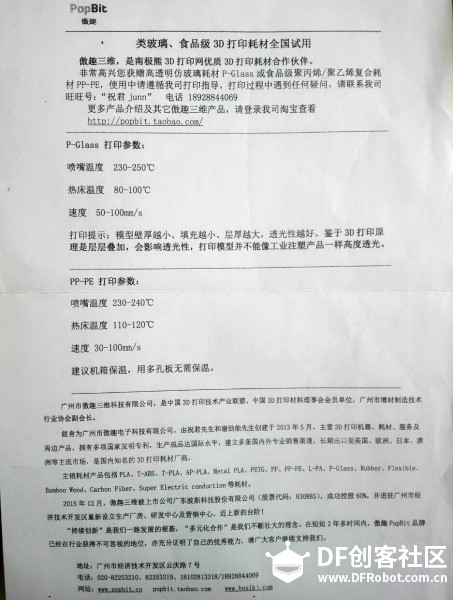 1 手感及初步测量,初次接触材料,并未发现有刺鼻气味,打开包装截取一段材料,发现柔软程度很高,一度认为是高柔性材料,用千分尺测量结果为1.74mm,用手打结和弯曲可以看出柔韧性非常高。将其对折未发现明显折痕。  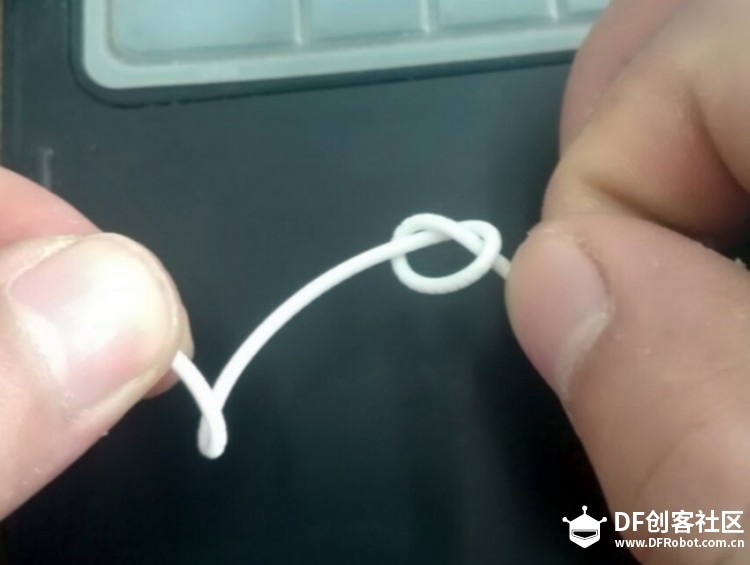 2 延展性及火烧实验 将材料进行拉伸,强度很大,后期我将采用拉力仪计算,这里先做简单测评,从图片看出延展性非常高。   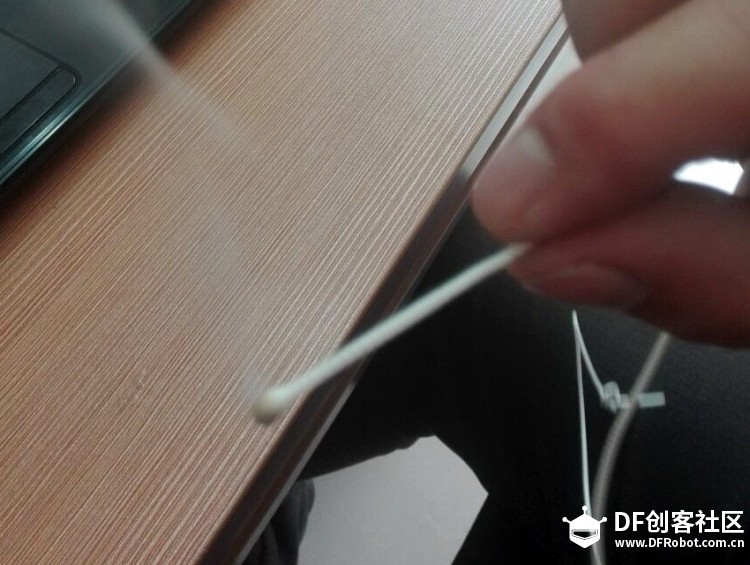 综上所述,材料尺寸吻合,静态时无异味,柔性程度高,延展性强,燃烧易燃有烟,燃烧后有残留。 第二 打印篇 1 远端挤出 高柔性材料用远端挤出一直是很费力的一件事,根据材料试用说明中推荐的参数,选择 喷头230度,手动给料,发现挤出电机吃力,有打滑现象, 调整为240度,手动给料,挤出顺畅, 调整至250度,挤出顺畅,挤出电机扭矩变大。 最终决定使用240度。 底板升温至90度实验打印,铝制底板用高粘度胶棒涂底,外周边翘边严重,使用高温胶打印,外周边翘边情况明显好转。 最终决定,喷头240,底板90,高温胶打底,风扇半速,回抽6mm ,速度80,填充10%。壁厚1.2mm,底顶层1mm,层精度0.2mm,打印速度50.打印刺猬球如下图,无支撑。 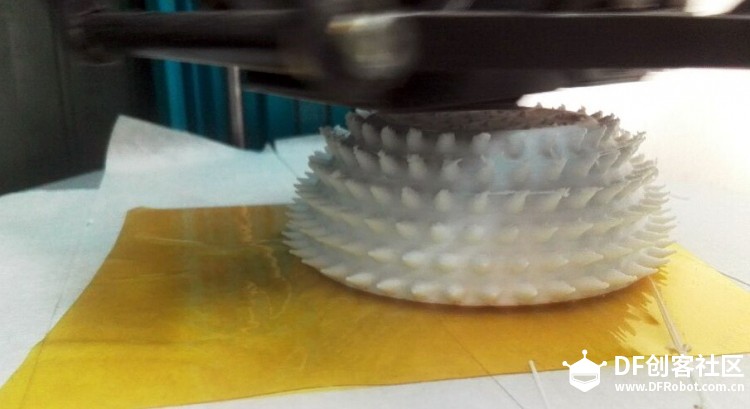 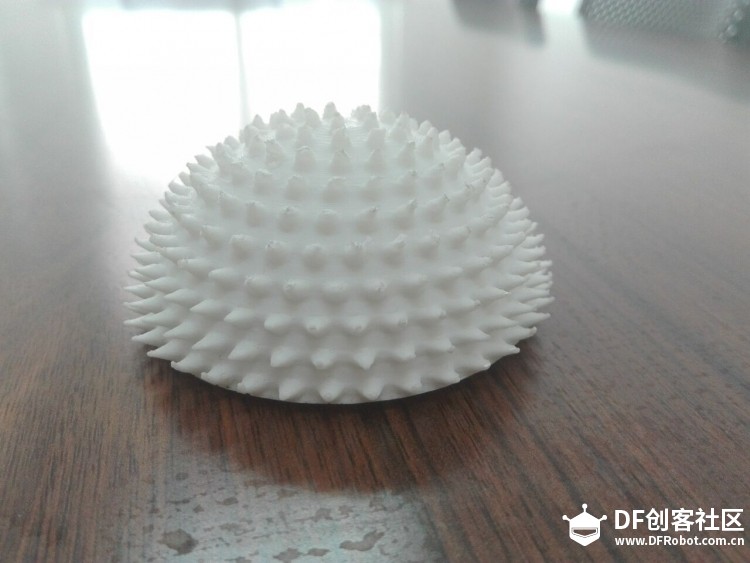 打印完成后柔性减弱,并不能变形或弯曲,纹路较pla材料略弱。打印中发现挤出机十分吃力,远端挤出柔性耗材确实不是强项,材料通过挤出机后,挤出机齿轮压痕明显。 2 近端挤出 近端挤出打印该种材料属于强项,喷头设定240,挤出无压力。 打印花瓶如下: 喷头240度,底板90,涂高粘度胶棒,风扇半速,回抽速度40,长度4.5mm,壁厚1.2mm,底顶层1mm,层精度0.2mm,打印速度50,无支撑。 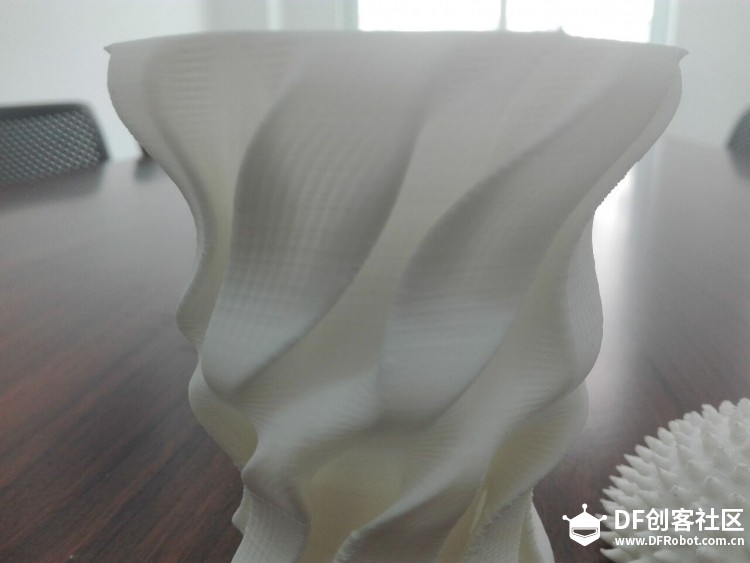  成型后酒精灯烤炽约在80度材料开始明显软化变形。 3尺寸 与pla打印相同打印出来的实体有一定偏差,同时外围翘边影响测量,基本保持在喷头的直径0.4mm左右。 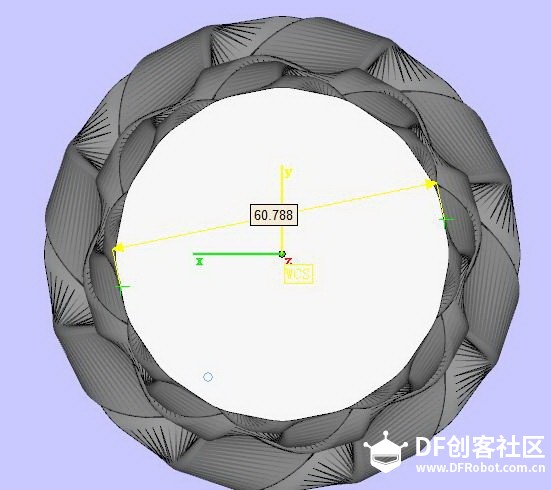 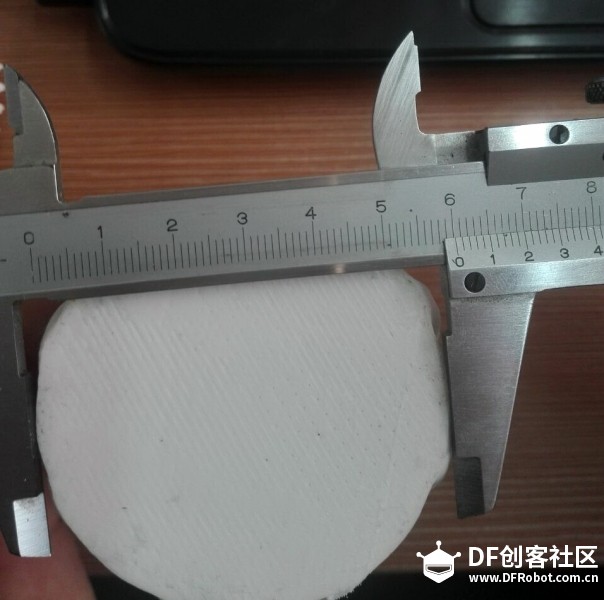 图片尺寸60.788,实测尺寸60.34 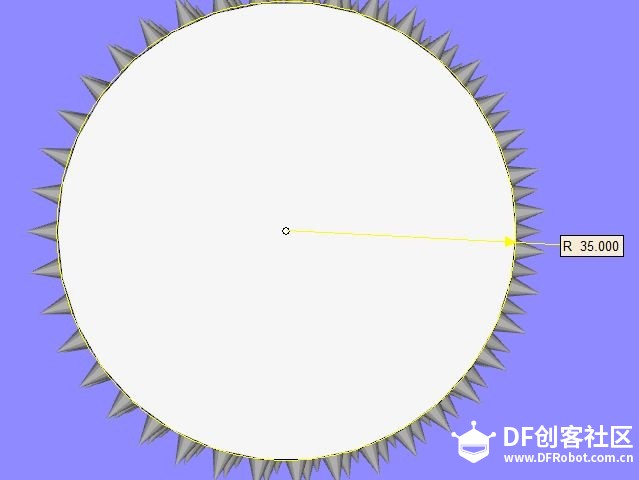  图片尺寸70(直径),实测尺寸69.58 4总结 不管是远端挤出还是近端挤出,材料显示出良好的性能,未出现堵头现象,但线材柔软,远端挤出较近端挤出吃力,打印过程无异味,但对底板温度要求较高,容易产生周边翘边现象,打印出来色彩纯正,作品表面无杂质,层感明显但质地紧密,240度拉丝情况较少,打印薄壁有一定的柔韧性但很不是强,整体手感细密,质地均匀。 深度测评及材料参数,近期跟进推出。 |
 萌萌哒新人
萌萌哒新人



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶







