|
27840| 6
|
关于材料PLA收缩率的实验及浅析 |

|
本帖最后由 dsweiliang 于 2016-6-8 09:58 编辑 好久没有发帖了,不代表没有去做研究。而是为了打的更精确很有必要、也必须弄清楚PLA材料的特性,前段时间单位理化室自己也做了理化计量,具体参数还没有完全出来。 闲暇之余我自己先研究一下,这个特性表大家都知道的,但是更具体的呢,我研读了大量论文,精华总结了,我想大家一定要看完。 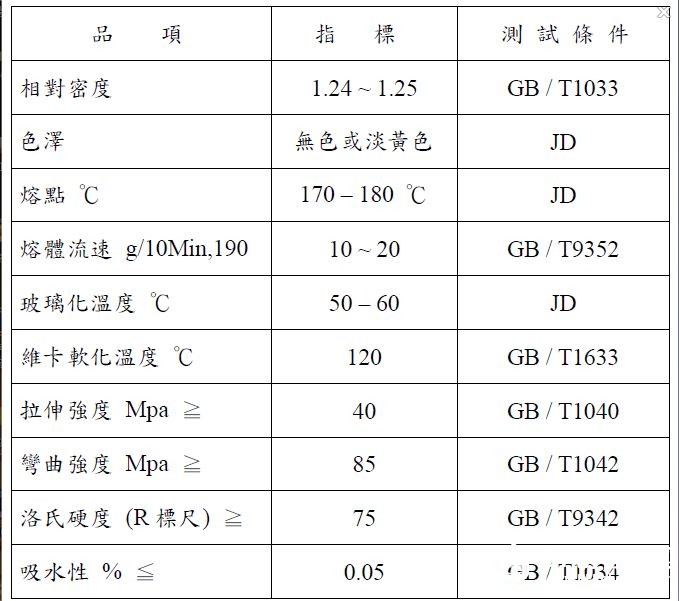 这个图是pla的泛参数,有参考但是又不能全部相同。于是我翻开一个论文,还专门看了材料科学的书籍。 纯Pla的dsc曲线如下: 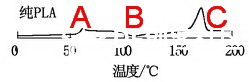 这张图为了便于理解我做了标注: 如图所示A处约60℃,此处波谷说明玻璃体开始产生,B处约106.7℃,这里的波峰是冷结晶峰,C处约163.8℃此处波峰是熔融峰。  此图为由DSC曲线计算得到的纯PLA特征值:玻璃化转变温度(tg)、熔点(tm)、结晶度(Xc)、冷结晶焓(ΔHc)、熔融焓(ΔHm) 那么以上表格说明什么呢,说明纯pla性脆、热稳定性差。 那么为了增加其稳定性,很多企业添加了各种添加剂,这就造成了每家企业的PLA材料都会有特性差异,甚至颜色不同差异也不同。 这就造成了第二个问题: 收缩率 受到网友@dsweiliang 和“joyyazi”的启发,决定做一次收缩率的小小实验, 由于目前我这里在下雨因此温度是27℃,湿度66% 仔细想了一下,打印立方体不如打印圆柱体,因为圆柱体底面和顶面是平面,其余是曲面,这样更好反应打印机情况。 设计图如图: 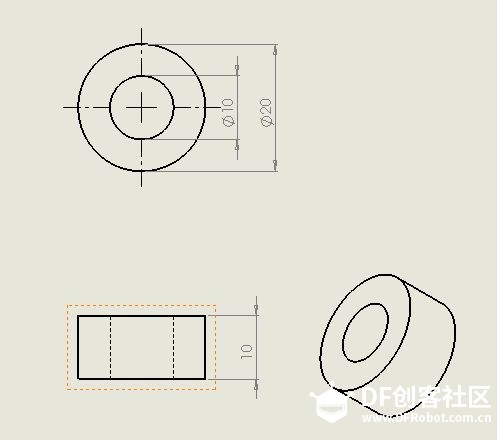 为此专门重新做了一次手动调平,使用机器自带风扇散热。 打印速度70% 填充密度分为5%,15%和25%,层精度0.15mm 打印速度60%填充密度为0,层精度0.2 以下是打印出来后实际测得值  测量图详见文章尾部 由此可以看出同一物体不同填充率在不大于50%情况下变形基数是相同的,底部之所以会高出设计图,是因为打印机cura打印时的设定底部高度和自己涂胶的层厚,而内径相比外径收缩的更为猛烈,这样复合材料收缩特性,到底是多少尺度内能保持此值,我还在进一步做实验。 今日仅做出小尺度实验,对于最终测试结果还不能妄言。 未来几日我将使用硬度仪结合显微仪更深入的一探究竟! 每个人所在常温不同,材料不同,湿度不同,打印机调平不同等等因素,每个机器所产生的变形值也会不同,因此应当在自己打印机上做变形实验,方能得出适合自己的放大值。 至于如何放大尺寸,有两种方法,一是在设计软件中比如sw使用比例缩放,第二是用cura里面的比例缩放,所得到值基本相同,设计时只需按照理想化设计即可。 如果上述研究有不同意见,请及时指出,共同探讨。  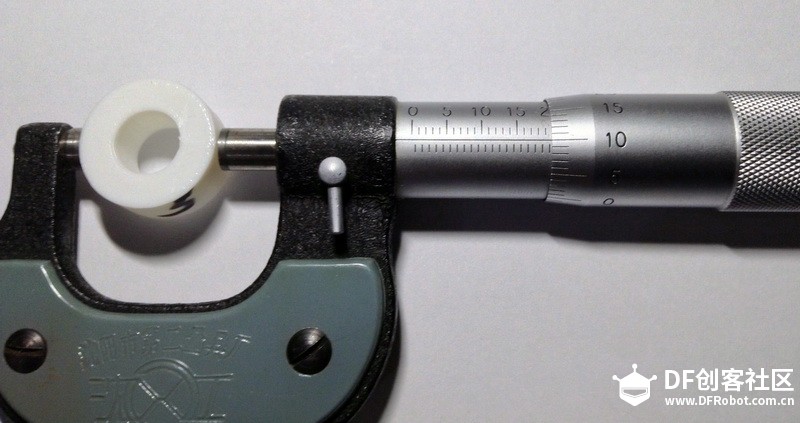 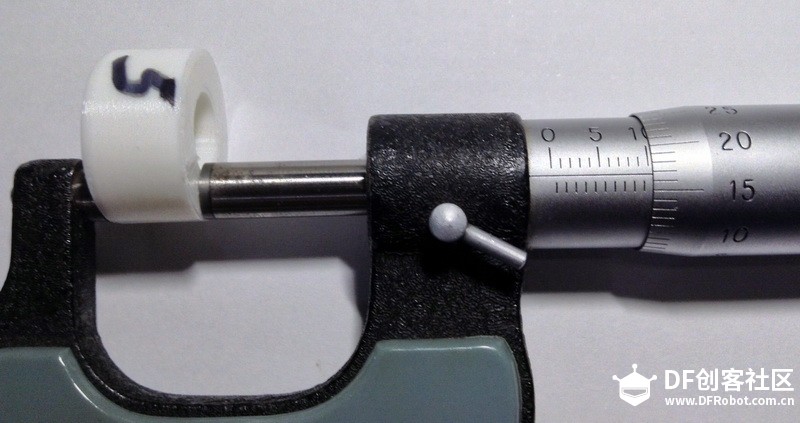 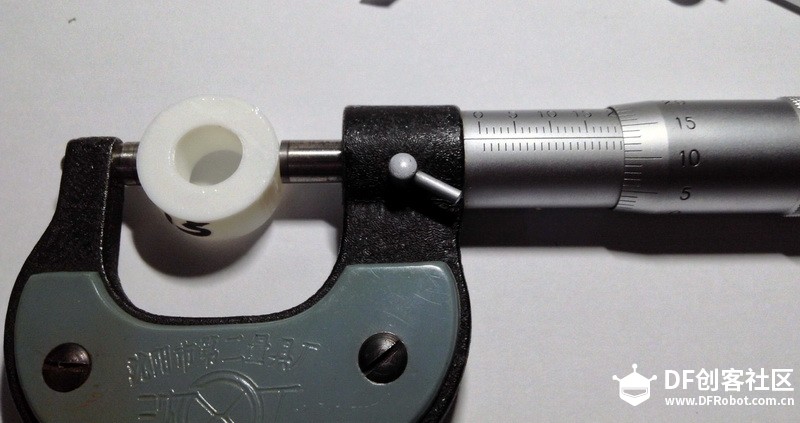 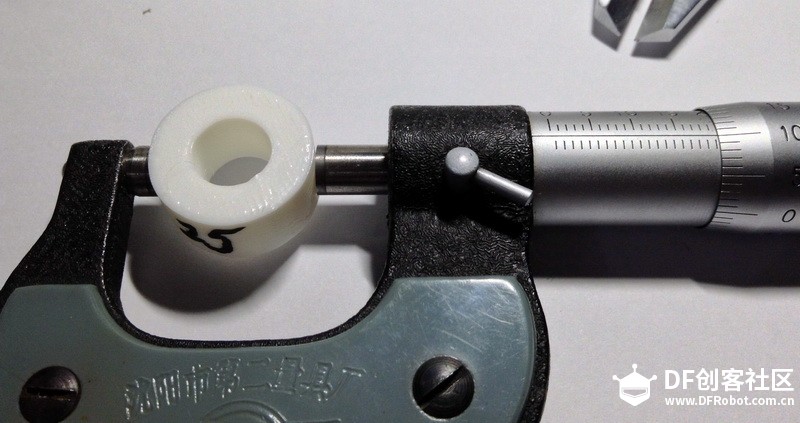 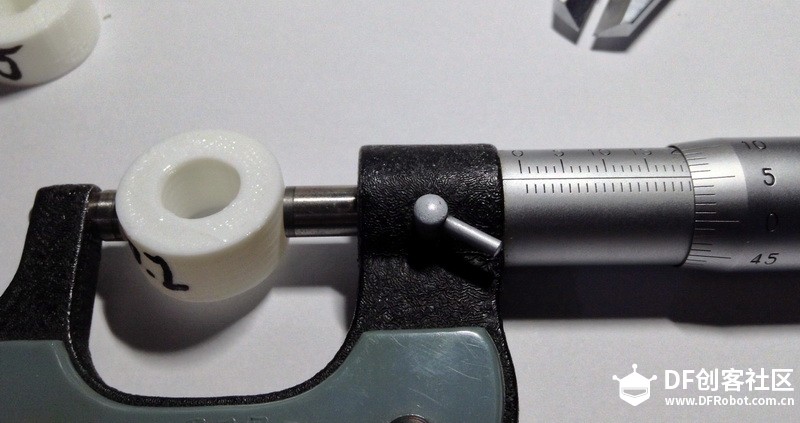 |
|
首先,很感谢黑侠做了一个这么系统的测试~~~ 而且相对来说很专业!感谢 之前跟材料厂商接触过,大部分原料都是国外进口,然后他们拿到这些材料之后对材料进行改性,增加各种添加剂,使得材料更容易塑型、融化、固化等,太专业的我也不太知道,而且这些材料根据用户的需求,增加不同样色的色母,就变成了我们现在使用的彩色的材料。而且也有很多不良心的厂商,直接把回收的材料再次融化然后挤出我们需要的材料,我也不知道有多少人这么干,但是我相信肯定有,所以一般比较便宜的材料我都是不推荐使用的! 下面的问题,其实最专业的测试包括机器内部挤出机构挤出材料的专业测试都是让材料挤出一定长度的量,然后根据软件内部的参数,实际检查是否走了之前设置长度的量,因此来得出挤出机构给步进电机的信号的长度单位。然而针对喷嘴的挤出,实际操作是让挤出机构按照正常的挤出量吐出材料,然后根据比如说打印个罐子,均匀螺旋上升的罐子,然后测量其单层壁厚,理想情况下,应该是根据层厚设置,就是0.4mm厚度,那么为什么实际打出来的厚度是不一样的呢》或者大家理解的精度不一致,是喷嘴的直径的公差导致的,甚至喷嘴孔的内部的表壁的摩擦情况都有关系的!相信你也知道我们是不可能每台机器都因为这个每台机器都很精确的测试的,能做到的就是控制供应商出的料的公差尽量小!还有大家的打印机表现出打印件的差别尽量小!还有就是实际其实对于FDM打印机的精度需求本身相对传统的金属加工的精度就差很多很多的!大部分用户要求也并不高。。。 放大比例缩小比例这种方法其实我自己是不太使用的,我觉着有经验的用户,或者说要求更高的用户应该是在设计模型的时候就已经要把误差算进去,哪里加哪里减掉误差,这样保证最终的打印精度! 黑侠,这里再补充一个影响打印精度的问题,就是因为这种并联机构比较复杂,在软件内部实际影响坐标运动的还有几条杆子和滑块运动位置的长度,其实中间的运动平台实际影响他运动的从数学上来说就是三个实时在改变的直角三角形,这三个三角形的斜边长度决定中间滑块的位置,那么另外两个边的长度决定斜边的长度,当然另外数学上的另外两个斜边就有机器的拉杆啊,滑块上的球头扣的相对位置啊来决定的!相信你也明白了,这里又是由零件精度和安装精度来决定的!其实我们大部分零件都是用的塑料模具,而且很多需要加强的地方也都有加强筋,主要就是为了保证机器的稳定性和保持所有机器都是一致的~最起码差别不大! 再次感谢黑侠的测试,做的很不错,看得出黑侠对打印机是相当上心的!!!谢谢 |
 萌萌哒新人
萌萌哒新人



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶






