|
13837| 2
|
不着床-FDM打印常见问题及其解决办法(戏说版) |
|
本帖最后由 svw 于 2015-11-20 18:30 编辑 文章参(dao)考(yong)SIMPLIFY3D主页中的Print Quality Troubleshooting Guide这个教程。 原文见此:https://www.dfrobot.com.cn/commun ... typeid%26typeid%3D7 非常感谢dsweiliang 的贴图和建楼。 原文的原文见此:https://www.simplify3d.com/support/print-quality-troubleshooting/,非常感谢SIMPLIFY3D的整理。 ------------------------------------------------------------ 华丽的分割线 --------------------------------------------- 症状:不着床/第一层粘不住 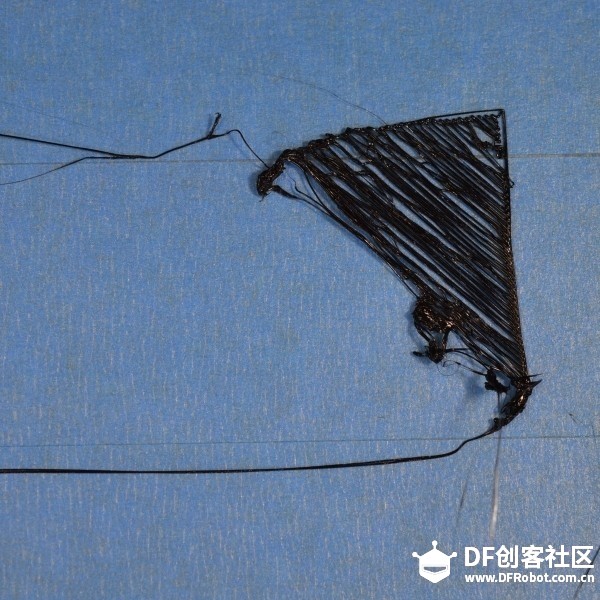 严重程度: 很严重。 难易程度:中等。 可能原因: 1. 没调平或者板子不平。 原文很啰嗦。其实就2句,板子不平或者没调平,所以一边粘住了,一边没。或者2边粘住了,中间悬空。那肯定不行。 没调平怎么办,手动调平啊,找个bed level的模型(网上一搜一堆),打印速度调到40%以下(如果是王大师的反应速度,建议调整到200%)。 然后拿个螺丝刀,盯着。哪里高了(看起来不出丝或者刮底板),往下拧,哪里低l(丝悬空),向上拧。 小手要快。 还有种情况,就是板子不平,这我碰到过,偶以前亚克力是地中海。 解决方案有2种。 1.打中间时调高点,打2边时调低点,2边中间都要打?自求多福。 2.换铝板吧,据说不会地中海。 2. 喷头起始位置太高。 原文又是一堆废话,最后推销自己软件,纯属混稿费。 其实喷头太高,那就调板子呗。板子高了,喷头就不高了。 方法和上面一样。 3,第一层打印太快。 第一层很重要,打地基,那么心急干嘛。 这个呢,其实不用管。因为cura已经默认第一层慢速打印了(出厂设置),第二层开始100%。 除非你手贱,一般不会出这问题。 4.温度设置或者冷却系统 其实说穿了,就是热胀冷缩。 热热的abs/pla从200度喷头出来,一下子碰到20度,那个冷啊,立马缩啊。 一方面,粘度低了,黏不住。 另外一方面,原来是.4mm直径的(喷头直径),一出来冷着了,本来够得着床的,现在直径变小了,够不着了。 什么?还开着cooling fan?那不是雪上加霜吗?所以一般切片软件,第一层不让开冷却风扇。 解决方案: 热热热,喷头包包胶带啦,温度升高点拉,热床啦,开个热空调啦(适用土豪),冷却风扇暂停啦(cura默认第一层关掉的) 4. 床/平台的材料问题 不同的塑料喜欢粘不同的平台材料。 材料不对,也会粘不住。 pla呢,喜欢3m蓝色胶带,还有BuildTak床单。 abs呢,喜欢 Kapton胶带,还有加热过的Borosilicate玻璃。 所有材料,都不喜欢床/平台 有灰尘,油腻,润滑油。千万别把滑竿上润滑油涂在喷头上。如果有可以用水或者擦洗用异丙醇清理。 其实呢,olp那个铝板加胶水,对pla来说够啦够啦。 5.终极大招:Raft或者Brim 其实就是在下面打印一层粗粗的丝,raft就是竹筏,大家见过竹筏吧。brim就是边,就是skirt在模型正下继续密密地打。 什么好处? 作为中间层,把模型和底板牢牢粘住。 一般的不平,就靠他填缝了。 坏处呢。 1. 费料,时间长。 2. 有的时候,很难拆。(想起来我的鹌鹑蛋) ------------------------------------------------------------ 华丽的分割线 -------------------------------------------------------- 欢迎引用,欢迎填楼。 没有版权,随便转载。 如有错漏,概不负责。 |
 活跃会员
活跃会员
 创作达人
创作达人



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶 连发两条~~最后一句鹌鹑蛋亮了
连发两条~~最后一句鹌鹑蛋亮了






