|
22056| 15
|
Ol打印误差实证- 兼为常用M3,M2螺丝找到合适打印尺寸 |

|
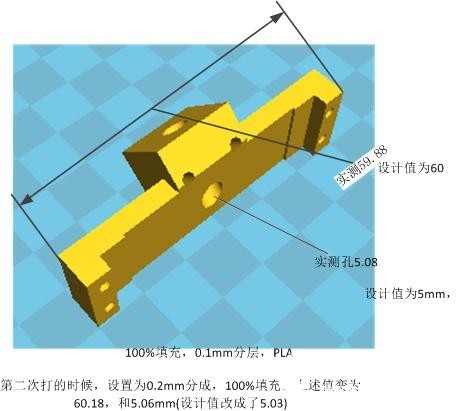
本帖最后由 svw 于 2015-12-20 10:21 编辑 在黑侠的大作:关于材料PLA收缩率的实验及浅析 https://www.dfrobot.com.cn/commun ... iewthread&tid=12354 我们知道, 实际打印尺寸和建模尺寸是有差异的。 这种差异可能是“ 1. 材料的原因:由于pla热胀冷缩,料和料的不同。 2.由于切片软件的误差。 3。以及ol本身自己的误差造成的。 而且,这种差异与温度,湿度,以及设置的填充率,打印层厚,甚至打印的方向有关系。 好复杂啊! 好吧,现实中。我们在thingiverse的网站中可以找到很多好玩,但需要装配的模型。 比如: 1. http://www.thingiverse.com/thing:940737 小贱钟  2.这个盒子 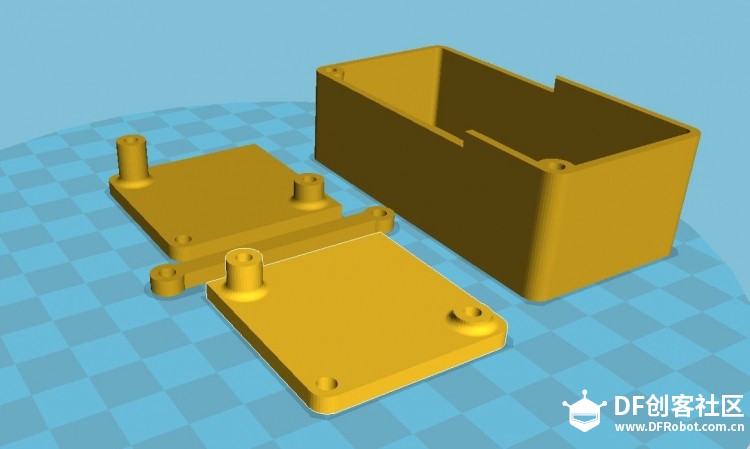 在作者的说明中,打印后,都说要常见的M3,M2螺丝装配下可以啦。 然而,实际打印出来,却发现孔尺寸,塞不进,还需要二次扩孔打磨。 非常不爽!:Q:Q:Q 为了找找M3.M2螺丝孔最适合的打印尺寸。 我用号称尺寸最标准的Solidworks,设计了这样一个模型。就是在一个厚3mm的长方体上,从左到右依此打孔。 最左孔为1.9mm,后面依次0.1mm递增,最右为4.2mm。 如下: 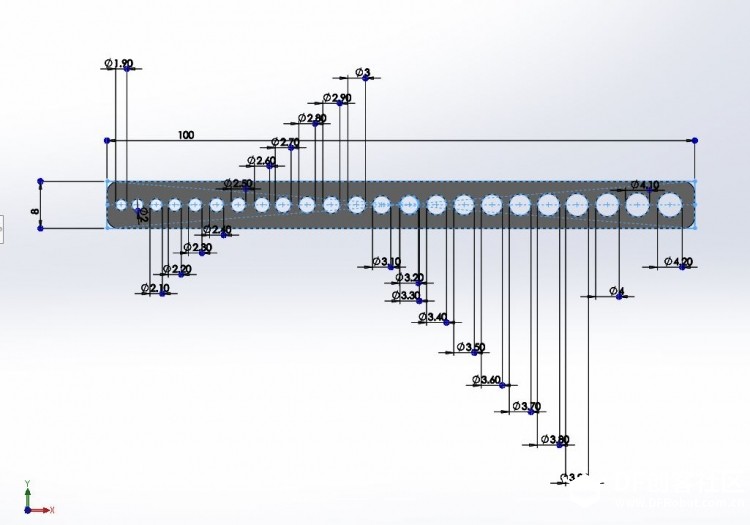 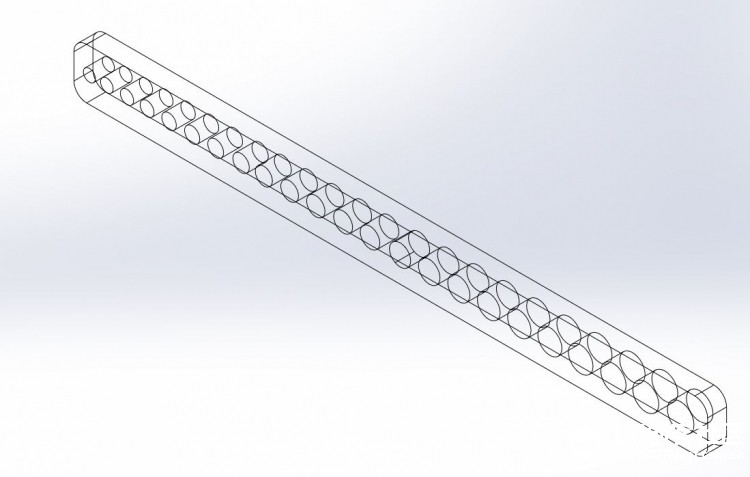 而M2螺丝的实际尺寸是1.93mm M3为:2.89mm 下面我们看看,打印出来后,到底设计尺寸多少的孔,可以适合M3,可以适合M2呢? 打印设置: 1.用料,白色PLA 2.层厚:就用常见的0.2 3.填充:就用常见20%. 因为模型中的孔,可能是平躺的,也可能是竖着的,所以笔者分了2种打印方式。 不说话,上图: 横着打(孔xy轴方向)  我们看到: 对于物理直径为1.93的M2,最适合的是设计尺寸为2.4mm的孔。 对于物理直径为2.89的M3,最适合的是设计尺寸为3.5mm的孔,但3.4勉强可以用螺丝刀拧进去。 竖着打(孔垂直,z轴方向)  对于物理直径为1.93的M2,最适合的是设计尺寸为2.4mm的孔。 对于物理直径为2.89的M3,最适合的是设计尺寸为3.3mm的孔,但3.2勉强可以用螺丝刀拧进去。 的确绝大部分FDM打印机,在z轴方向,比xy更精确。 那么问题来了: 1. @王大师,能不能在ol的软件或者固件上作调整,让尺寸更精确呢? 2.@ 黑侠,据说magics软件可以修改stl尺寸,能否起个帖子,告诉我们怎么玩呢? |
|
教程不错,我仔细看了一遍,方法很到位!!!! 说实话,根据我自己的经验,OL机器一般精度都在0.4~0.5左右,根据不同的材料,可能硬性材料是在0.4mm,软性的材料可能在0.5甚至0.6mm。 XH这里这个实验真的做得很好,比我还要细心,哈哈~~~~赞 上面你那个示意图你这样的画法太麻烦了,直接用直线阵列就一下子所有的圆都出来了~~~你这样一个一个加尺寸限制太慢了! 你说的问题:这个说实话得有自己做软件的能力才可以,然而我其实也并不知道软件里面到底能不能加上这个误差,这个问题对我来说一直也是个疑问! 但是,其实每个打印机的挤出机构都是有自己的运行单位的,简单来说就是单片机传输给驱动的信号数,1mm多少个信号,可以这么理解,在打印机参数里面叫做E-STEP,其实搜索能力强的话是可以搜到设置这个参数或者说怎么调试出这个参数的视频的! 为什么说这个参数呢,因为有资料讲设置这个参数,能保证精确确保喷嘴吐出来的丝按照层厚设置所打印出来的丝的宽度就是0.4mm(或者说是cura里面设置的喷嘴直径),你应该明白了,这就是其中很重要的一条决定着打印机吐丝的精度。 那么对于我们生产来说,你也知道喷嘴直径0.4mm,这个精度很难保证,也不太可能每个都保证,我们仅能保证绝大多数正常运作正常吐丝。哈哈,你这里是已经很屌了的阶段。。。。。 我也可以慢慢教你的~ |
svw 发表于 2015-12-24 16:48 我以前有个帖子说过E-step是怎样算出来的,要算就要复习一下高数了,E-step可以在cura,机器设置那里调,但是你不知道准确的数值不建议你去改,填0就可以了 |
 活跃会员
活跃会员
 创作达人
创作达人



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶