|
9038| 0
|
[教程] 3D打印避坑指南 |
|
本帖最后由 嘉立创3D打印 于 2023-11-24 15:24 编辑 3D打印异常案例分析,这篇文章也可以称之为《3D打印避坑指南》 我们从材料唯度将平常打印碰到的问题做了一个总结,目的是提醒大家(特别是初涉3D打印不久的初学者)避开一些设计误区,实现高效的快速智造。 话不多说,开整! 一. 树脂材料案例分析1.1)平板、薄壳类模型壁厚设计薄,会容易出现变形翘曲、缺失的情况。 建议:树脂整体壁厚设计1.5MM以上(壁厚越厚变形幅度可越小)
1.2)孔径太小导致孔洞堵塞 建议:树脂孔径设计大于1.5MM。 另注:所有的孔径打印成型都会收缩,树脂孔一般会收缩±0.3mm左右。
1.3) 尖锐边沿在后处理的过程中会缺边 建议:减少此类薄壁设计,或接受打印缺失风险。
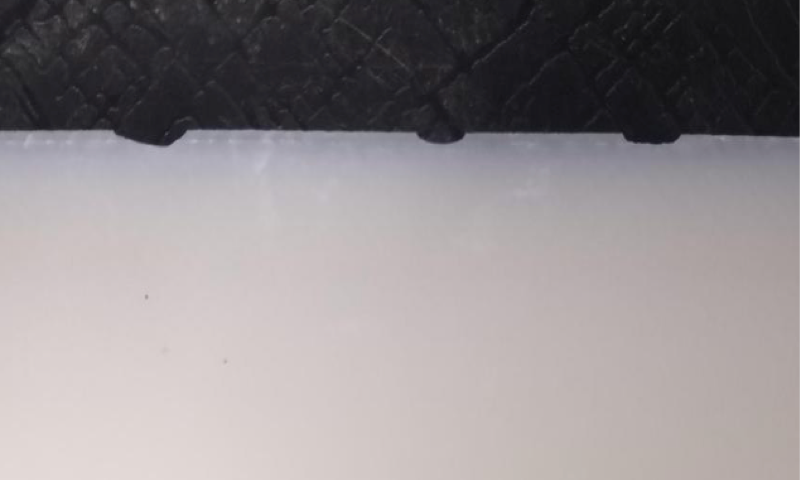
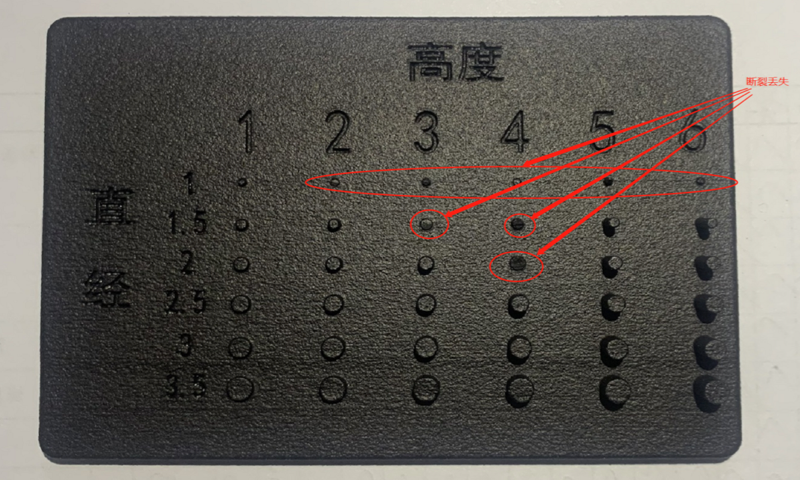
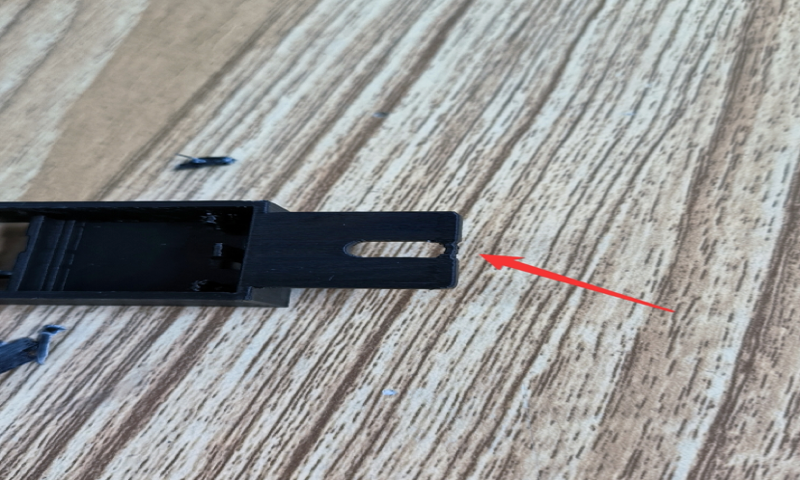
1.4) 工件局部尺寸本身已经到达可打印且不变形的程度,但生产出来会存在变形。因为工件外围实体收缩量更大,导致内结构没有伸展余量。 建议:增加平面支撑,使用时再用美纹刀割掉支撑。  二.尼龙材料案例分析2.1)拼接件打印容易出现断裂以及丢失。(模型拼接打印精度较差,表面光洁度粗糙) 建议:拆解零件单个打印。 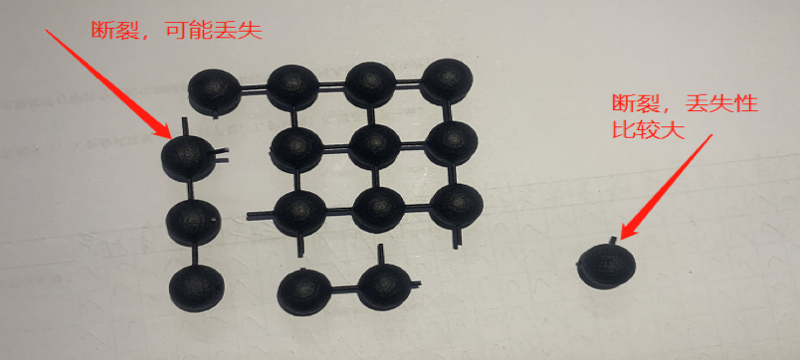 2.2)模型柱子太细打印会出现断裂缺失的情况 建议:模型设计需注意圆柱直径大小,避免出现断裂缺失。一般要求直径与高度尺寸比为3:1。
2.3)平板,薄壳类模型打印时,会出现变形严重翘曲的情况 建议:尼龙打印模型厚度最小需大于1MM,长度与厚度设计比例10:1 以内。
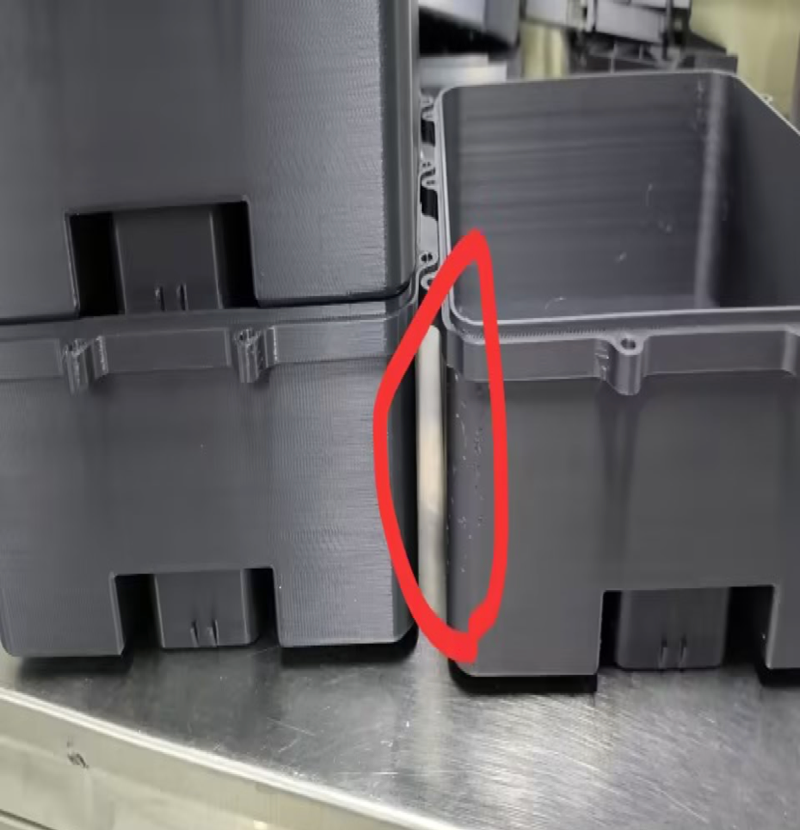
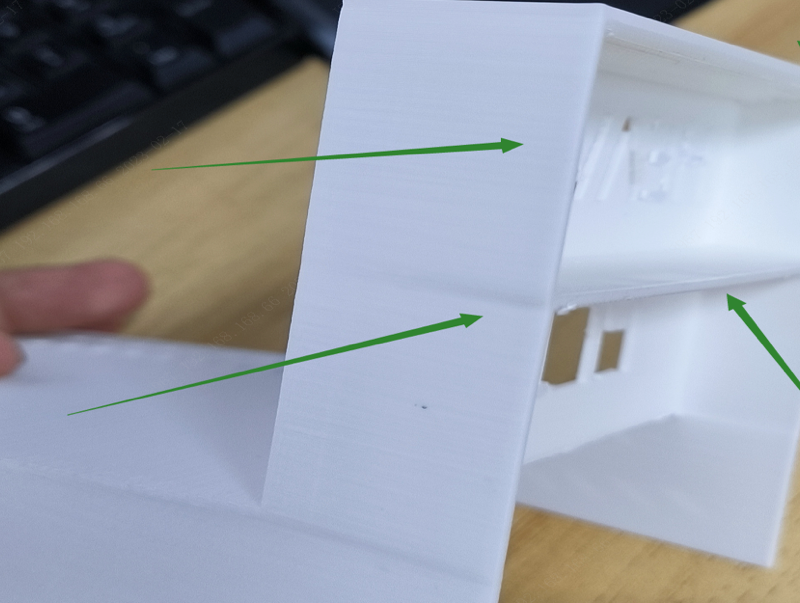
三.工程塑料案例分析 3.1)工程塑料打印时,当模型表面弧面较多,会容易出现图中效果。 建议:工程塑料不适合打印圆形结构和复杂结构类模型,建议更换尼龙或树脂打印。
3.2)工程塑料打印表面有概率会存在线头情况,不影响结构,属于正常现象 建议:如对表面质量要求高,后续可以通过打磨消除。
3.3)工程塑料对模形厚度设计度比较严格,壁厚太薄会出现收缩变形以及打印损坏 建议:工程塑料最低厚度需在1.6mm以上,模型面积较大时厚度需在2.4mm以上。
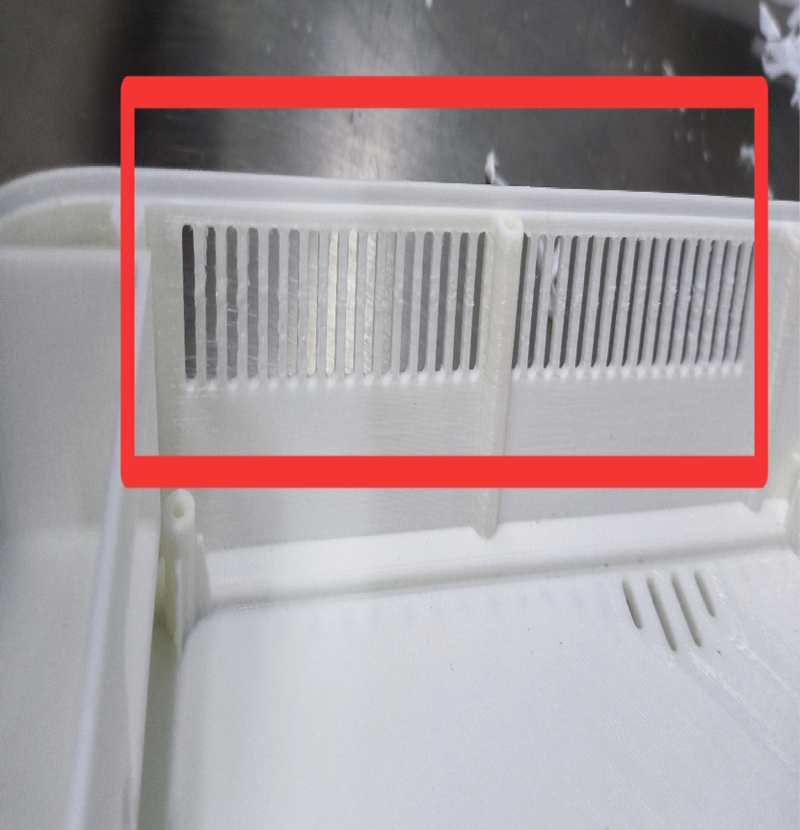
3.4)工程塑料不适合打印所有密集类结构,打印效果差,支撑难去除,容易断裂。 建议:工程塑料推荐打印结构简洁类模型。
四.金属材料案例分析 4.1)平板,薄壳类模型完成打印时,会容易出现变形,翘曲等情况 建议:金属打印模型厚度需大于1.5MM。
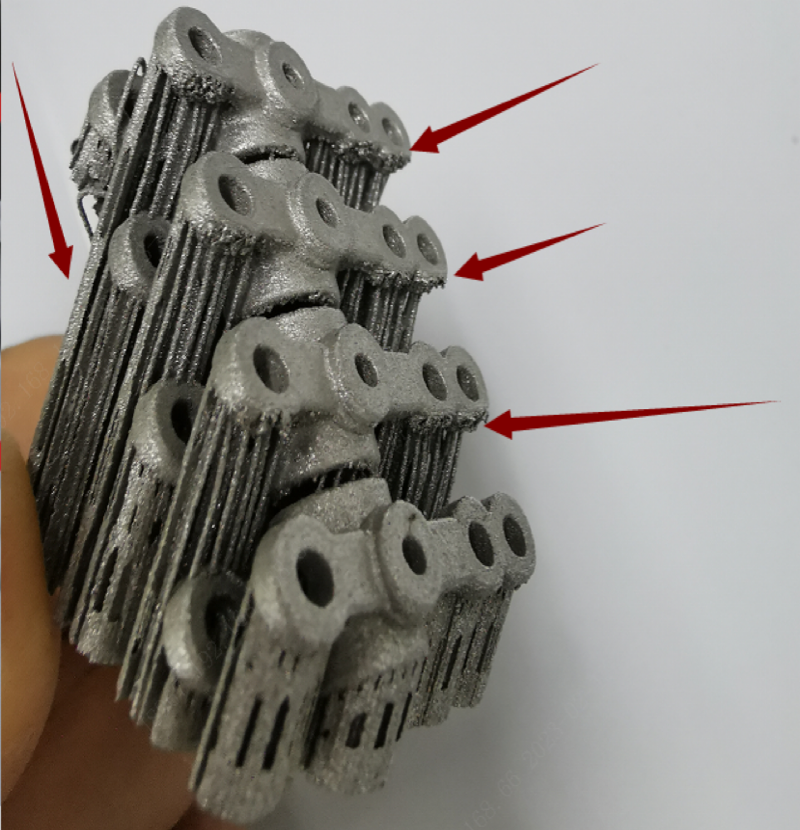
4.2)金属材料不适合打印拼接类模型以及结构复杂类模型,拼接类结构复杂类模型打印完成难处理,支撑多,容易出现缺失损坏的情况。 建议:此类模型推存使用尼龙、树脂材料。
4.3)金属工艺打印模型表面会存在麻点 分析:麻点的情况难避免,但是对模型的强度不会有影响。
|



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed










 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶






