|
36235| 31
|
[3D模型] 急!!!3D打印机用PLA丝材打印过程易堵! |
| 之前是用ABS的,现在改用PLA,通过改造加风扇及喷头加热管散热等,用控制软件手动出丝正常,只要是手动出线不管停留多长时间都能正常出丝,不会有丝堵现象,但只要正式打印总会在打印过程PLA丝堵,可以肯定的是:第一,肯定不是喷嘴堵造成的,因为每交打印过程堵了后,把丝抽出来,再手动出都正常,甚至打印过程堵了,停下5分钟左右不管它,再手动出丝以正常了。第二,温度应该也没问题,我从喷嘴温度从200-235都试过了不行。 第三,出丝量应该也没有问题,这个我也做过试验了。 再有每次堵住后,把丝抽出来都很容易,不会感觉是丝粘贴在管壁上的。请教哪位大师一下,本人将十分感谢!急急急!!! |
canjun911usa 发表于 2013-11-26 12:14 实在是很难帮你啊,真的很多情况都不清楚,只能说问你StepE值是检查挤出量的一个最基础的,这是第一步~~~然后才能慢慢帮你查出问题!而且我们用的这个软件可能真的跟你的机器就不是完全合适。。。。毕竟有些兼容问题,即使都是Gcode生成软件,实在不行你去看一下Slic3r这个软件。。。。但是说实话,里面设置更复杂~~~~ 建议你最好还是去询问一下你买机器的人吧。。。。。。 其实我个人觉得你不该直接去买二手 机。。。真的不怎么靠谱!另外,你可以拍个照,然后我差不多可以帮你计算出来你需要的参数!!! |
我打印的人头像有的可以打完,大部分都在最后5-10分钟左右出现问题,螺钉松了后每次都能很容易的把丝抽出来,抽出来后再插入又正常打印了,又时什么都不做停留几分钟再打印又正常出丝了。每次堵丝后抽出的丝下端都在同一个位置即加热块面向上1-2mm.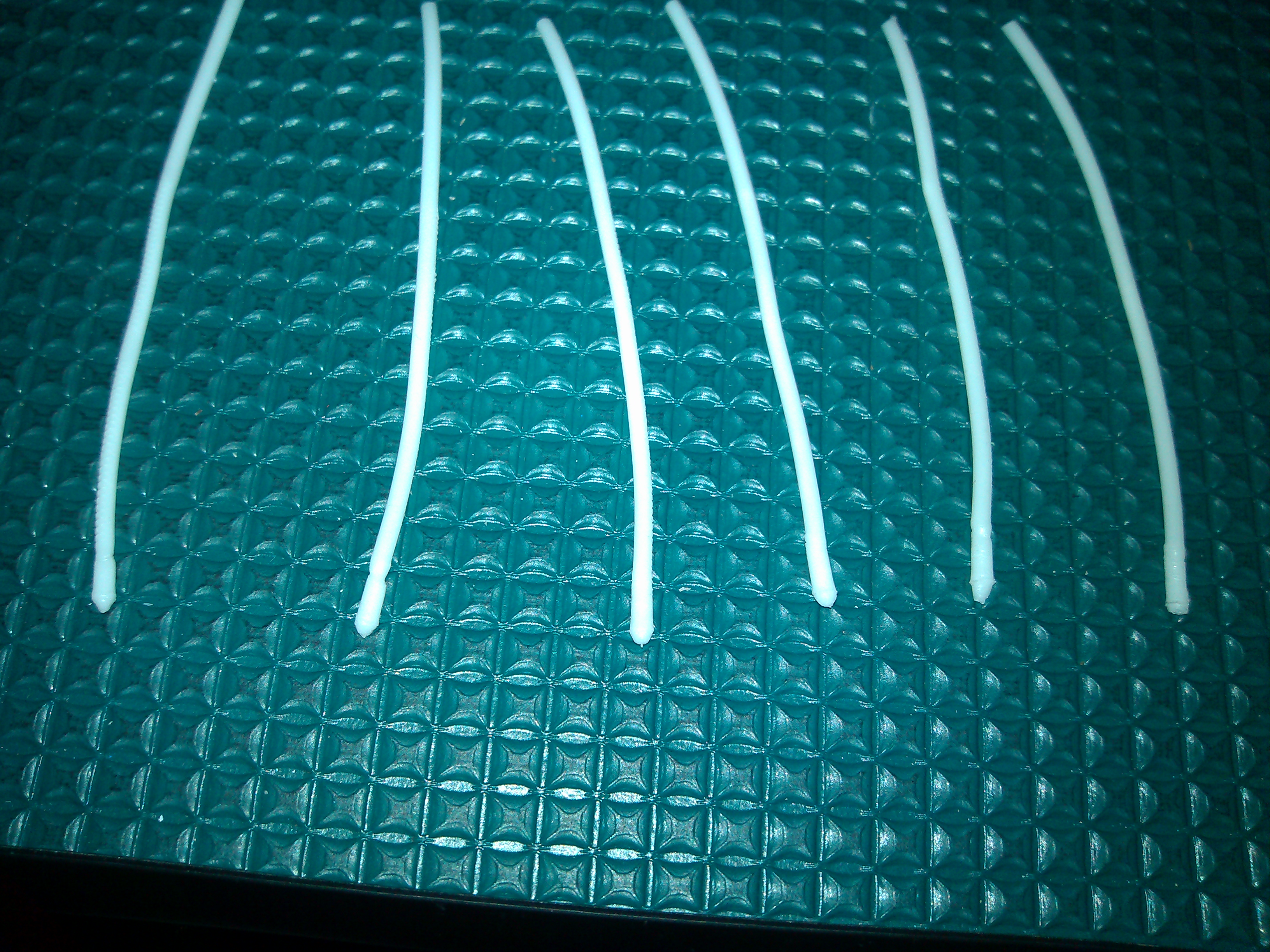 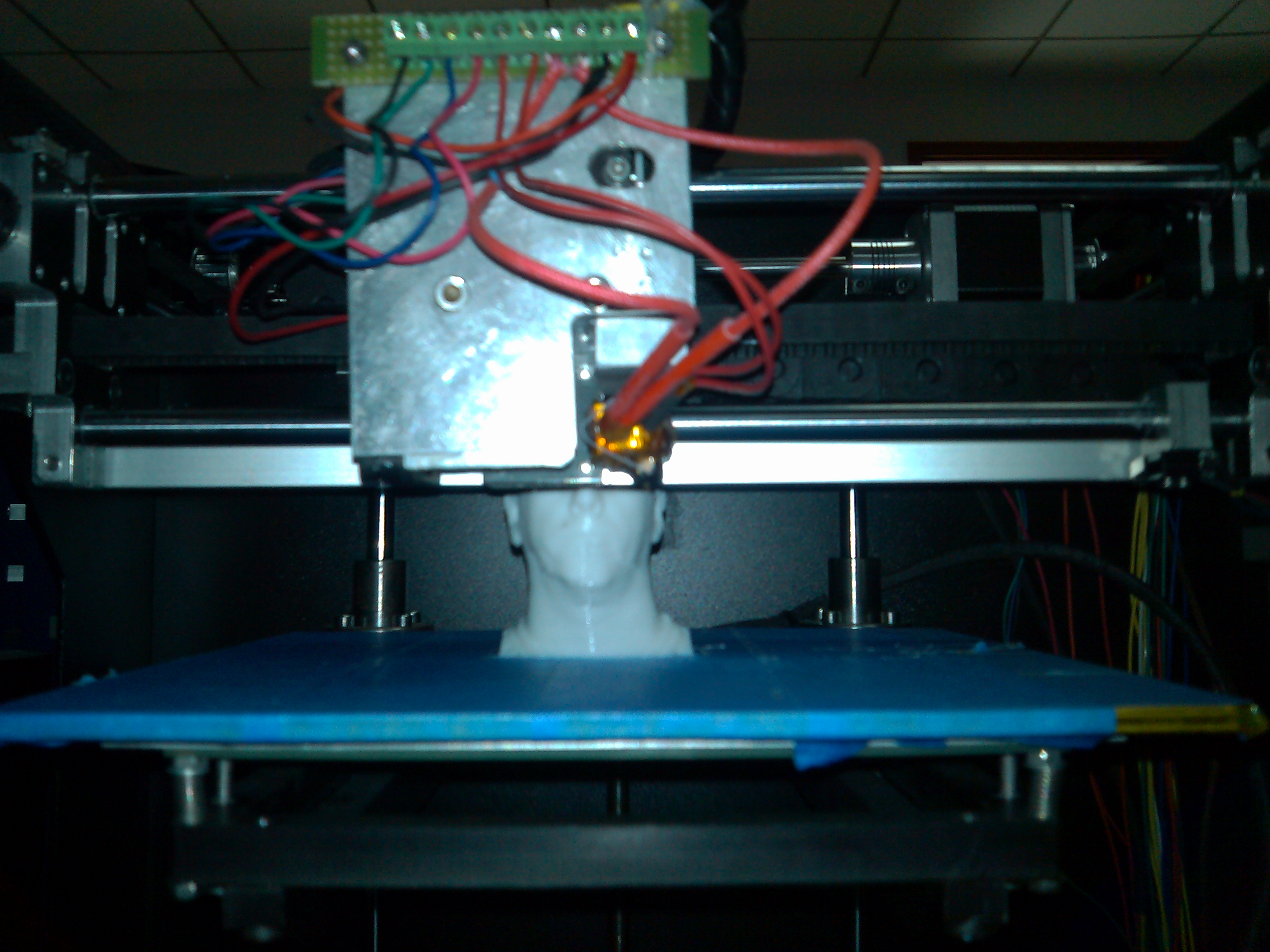 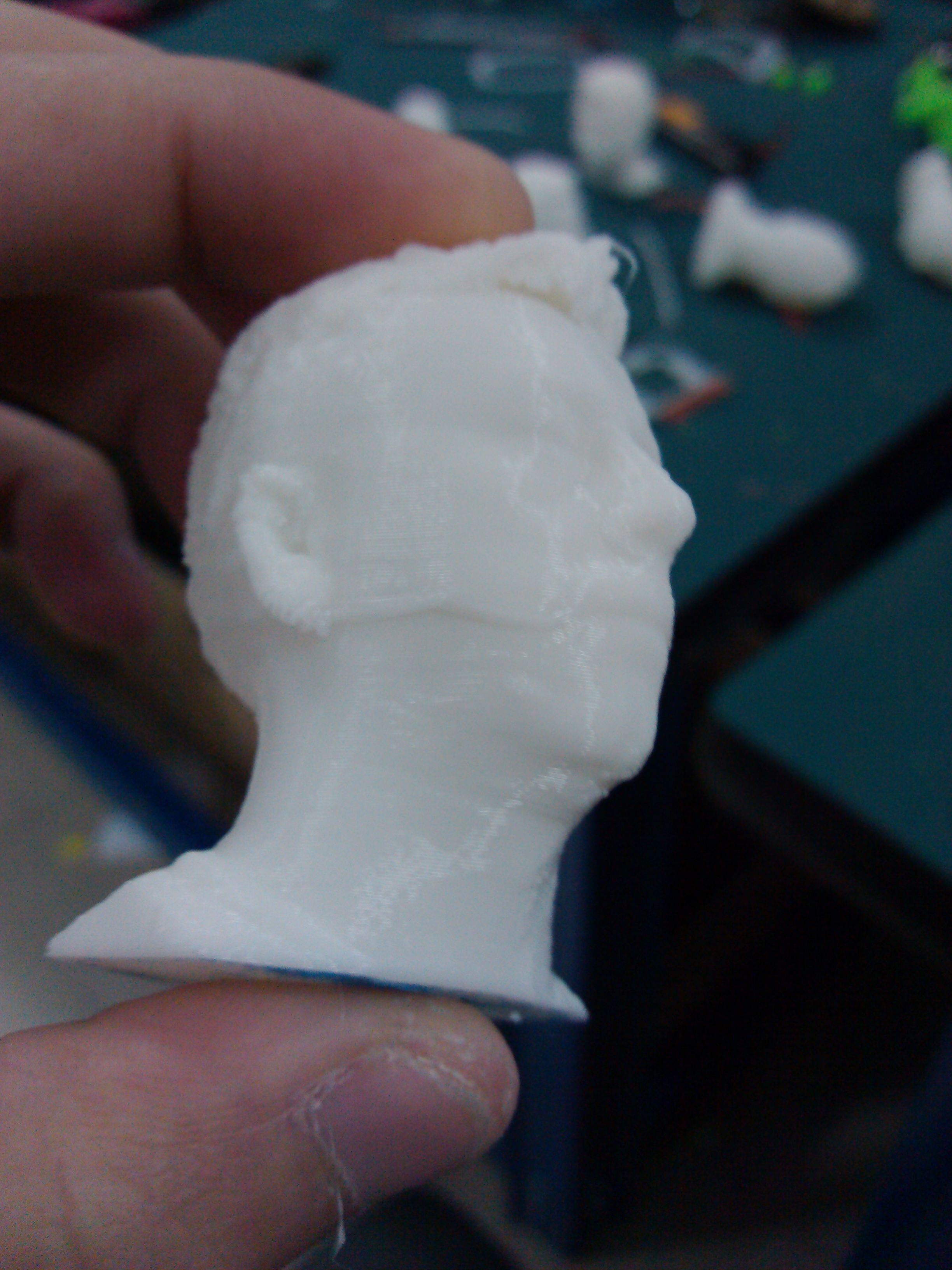 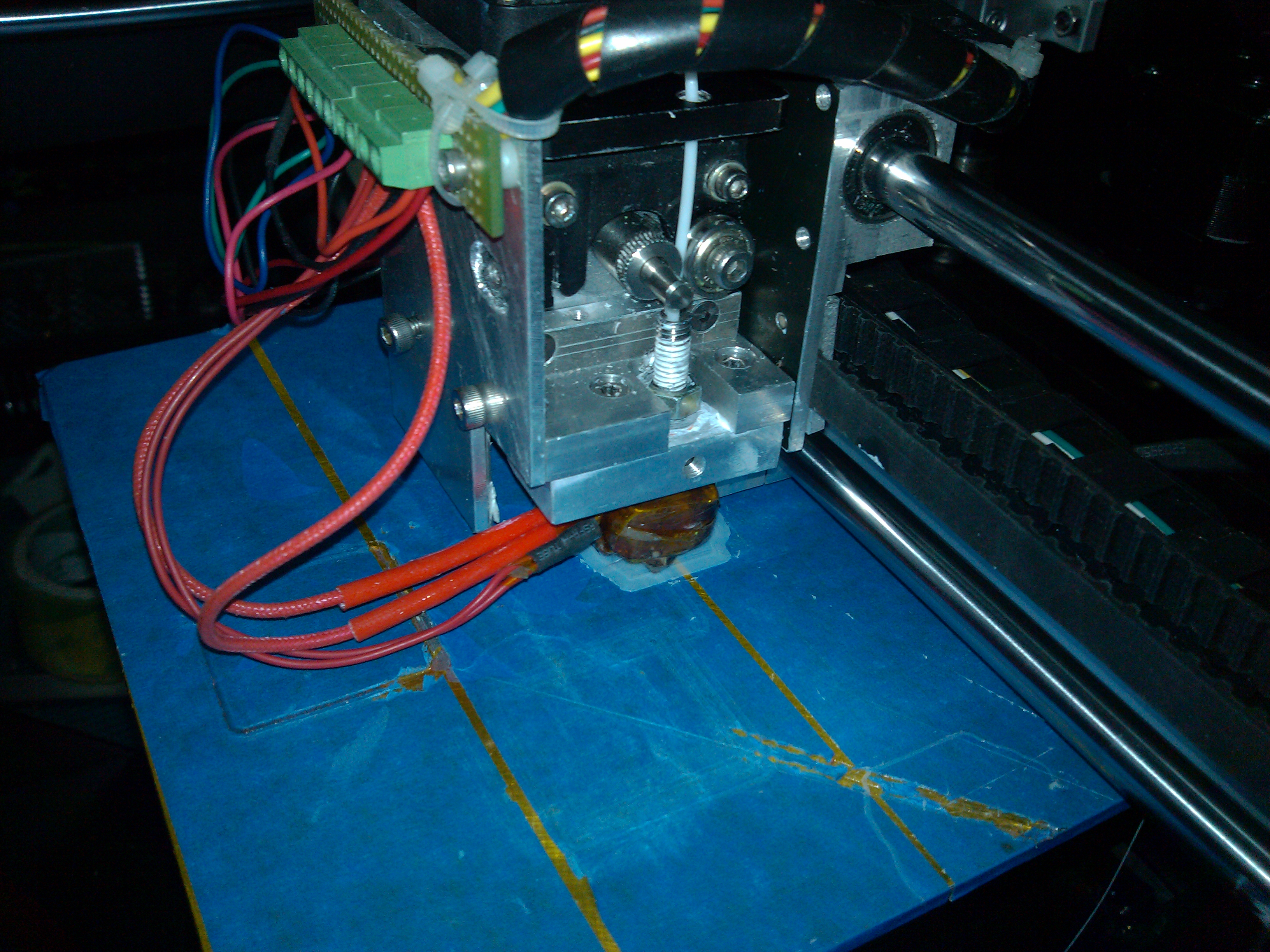 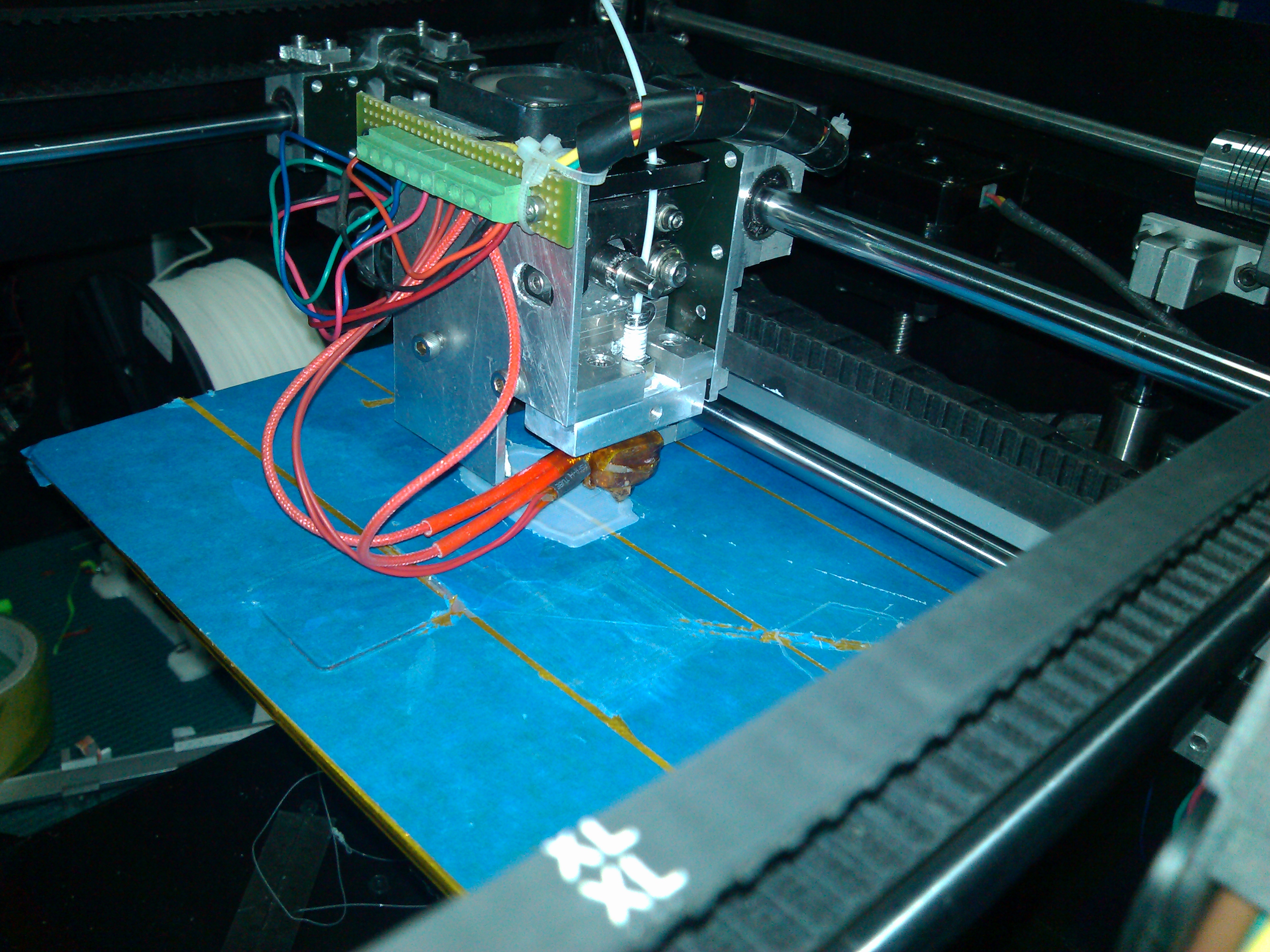   |
swanglei 发表于 2013-11-25 10:06 更改StepE值,打印的效果暂时好一点了,打印的物体不在平台的中心,就是我把模型放在Cura里 在视图上看是在中心的,因喷头离限位开关太近,实际打印是在外侧右拐角位置,打印深度都是200,我调整打印深度为100后,正好模型在中间,但放大的模型就超出打印空间了,请问在不改变打印深度和宽度的情况下,怎么能让模型放在Cura视图中心呢,打印时也在平台中心呢 |
swanglei 发表于 2013-11-24 13:31 绝对是之前ABS正常打印没有问题的,就是因为换了材料,有时打印小方块15分钟可以打印完,有时打印不完,温度我已经从195-235都试验过了,速度并不快30-80都试验过了 |
| 我用的不是DreamMaker的机子,我用Repetier-Host打印软件的,StepE值找不到,这个问题和出丝量有没有关系,为什么手动出丝都正常一到打印就容易出问题呢 |
swanglei 发表于 2013-11-24 13:31 我用的不是DreamMaker的机子,我用Repetier-Host打印软件的,StepE值找不到,这个问题和出丝量有没有关系,为什么手动出丝都正常一到打印就容易出问题呢,白色和红色都试验过了都不行,材料感觉还行,只要温度提高点挤出就柔软些, |
| 我如果改用 Cura 软件 StepE值应该在多少比较合适,C:\Users\cnca\Desktop |
swanglei 发表于 2013-11-25 10:06 我如果改用 Cura 软件 StepE值应该在多少比较合适 |
swanglei 发表于 2013-11-24 13:31 StepEw值具体是有什么作用的呢,能解释下吗,我不太清楚,谢谢!!! |
canjun911usa 发表于 2013-11-26 00:17 不知道你使用哪个版本的Cura,因为老的是有点复杂的,需要设置坐标中心,比如像你说的100.。。。。。但是新版本的很聪明的,直接用户表拖动模型就行了,就可以在人意的地方打印,而且模型超出打印范围模型显示的颜色也会变化!而且也是完全适应平台的~~~~所以。。。。。。你用哪个版本的呢?截个设置的图看下。。。。另外可以看下我们的教程。。。。里面说明都挺详细的!! |
swanglei 发表于 2013-11-26 09:02 我用的也不算老版本的,13.06.4,第一张图片放置在空间拐角位置才能在打印平台中心打印,第二张图片放置在空间中心位置,打印时在平台扣角 |
1
2
swanglei 发表于 2013-11-25 23:20 网上买的二手的,不知道什么牌子,那这个StepE值影响出丝量是吗 |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2025 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶






