|
10333| 2
|
【转载】自己DIY个铸铁数控雕铣机(图片多达上百张) |
|
本帖最后由 tyjjr 于 2019-1-19 21:46 编辑 文章原作:浴血前锋 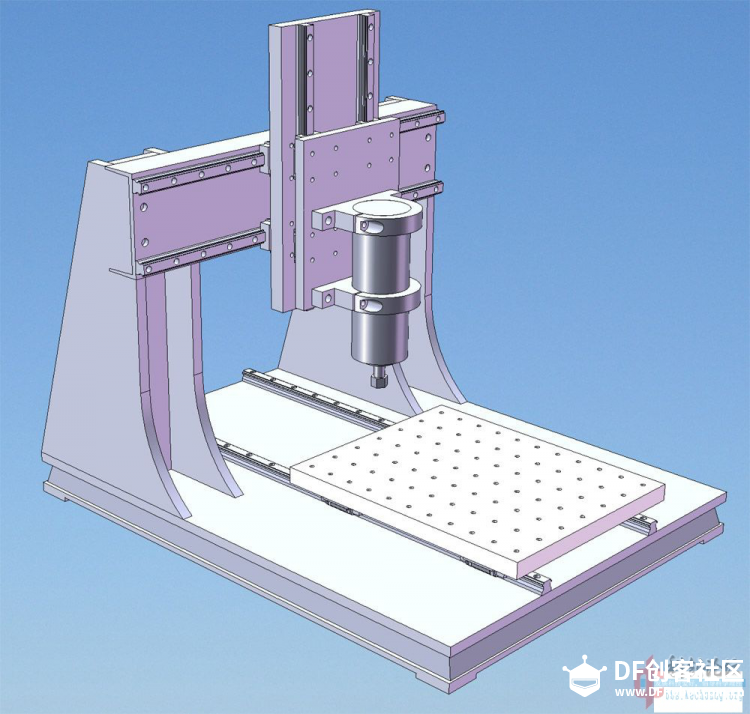 最早的设计样式,成本比较低,性能有限 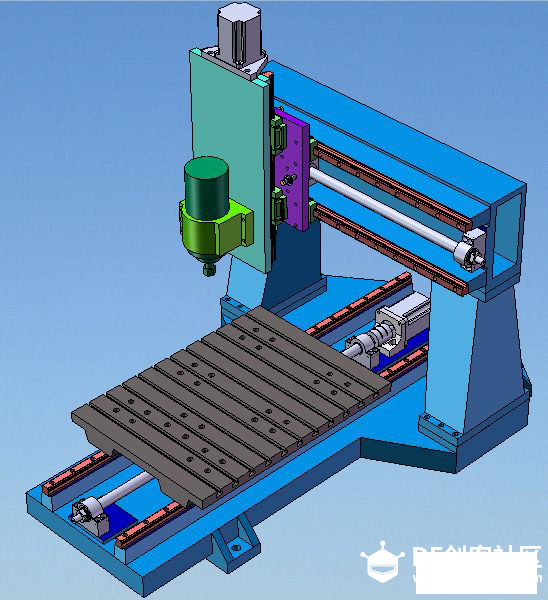 最终定性的设计图 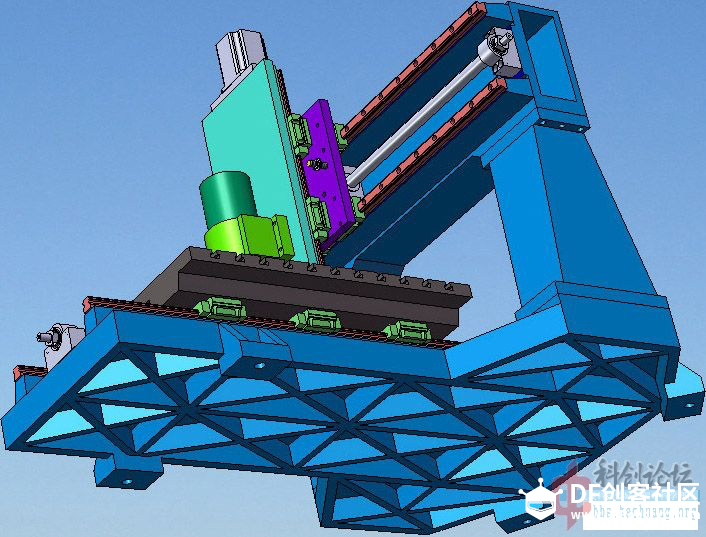 换个角度 开始采购     预算从最初的3000开始一路攀升,5K-10K-15K-20K直到3万 最终我这个雕铣机只材料和加工成本就花掉了我3万(还有大半年的时间),不过还算合适吧,同规格市售成品大概售价7万多 网上购买的配件陆续到货           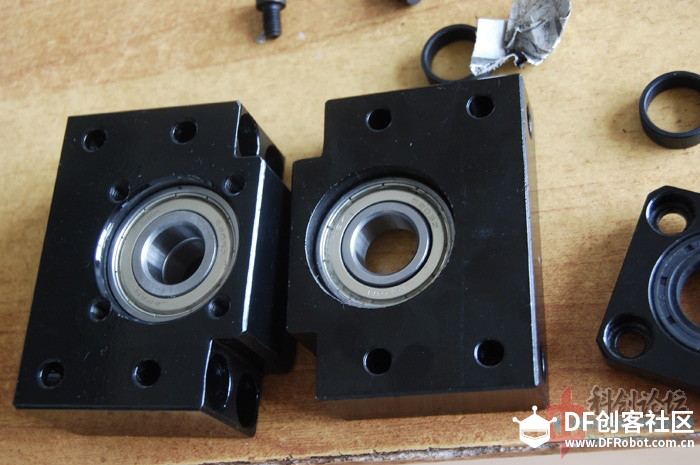 淘包 恒源轴承 买的两个垃圾丝杠支承座,300多元的大铁块,说是表面发黑,却只是油漆,说是角接触,却只有普通深沟球。那个垃圾店主还虚假发货扣留了我6000多元货款一个星期,造成我工期延误 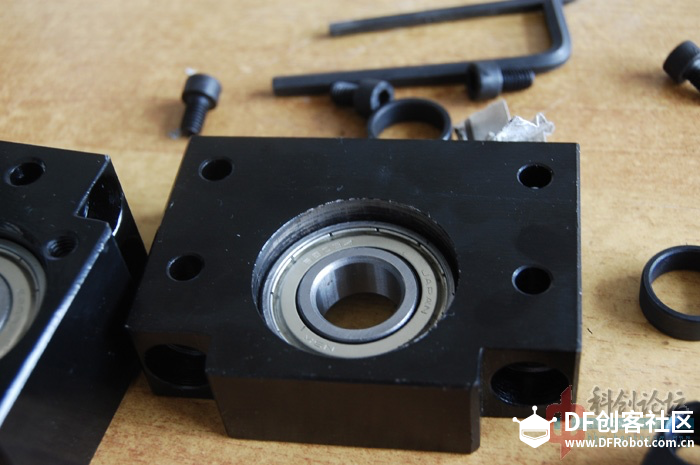 其他的配件也陆续到了 这个是台湾的立铣刀  70v10a开关电源    步进电机 驱动器 开关电源  初步通电测试,一切正常  导轨丝杠到货  1米多长的导轨丝杠,给我弄了个2米多长的箱子装,导轨都压弯了,我曰!!!! 看到红圈里的东西了吗?那就是全部的减震措施,多塞点报纸能死吗  就是这堆破烂,6000多元,@#%#……¥%……#  导轨没有一个直的,全都是弯曲的  过货质量不好,这大家都知道,但咋还千奇百怪呢?连作为产品的一致性都没有 哎~~~~ 联系好了铸造厂,但之前先要找木型师傅做木型       木型做好了,花了我2600¥150770     我最后得出的经验就是,不要做木型,除非设计定形并且要大量生产,不然做消失模就挺好的,自己就能做 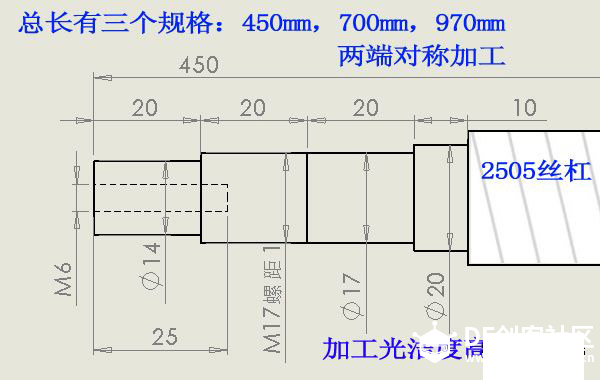 挡屑板的SW运动仿真  电气部分简单联机测试 接到铸造厂通知,我的铸件出炉啦      底座240kg 立柱28kg Z轴板32.6kg X轴板23.8kg 工作台92.4kg 横梁96.4kg 毛重共540kg 比当初设计重量超出很多 转场,开始加工铸件   加工费1600 搞定,拉回家 开始划线组装  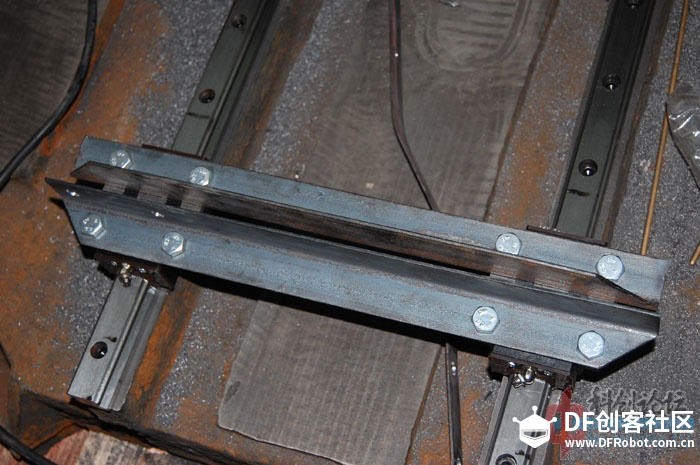    装机器的最大梦魇就是钻孔攻丝,我都要疯了   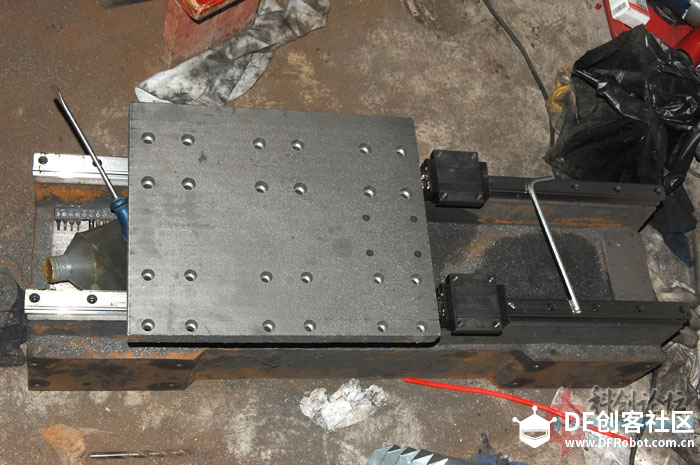 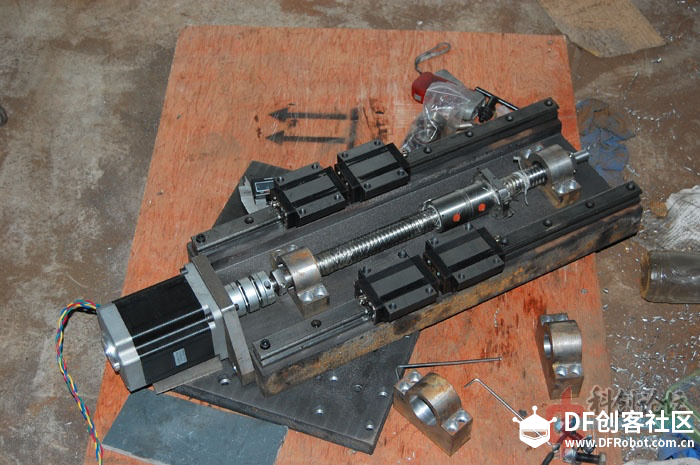 没有滚珠丝杠的丝母连接块,自己做吧,不去外面找加(23)工了 死贵不说,做出来的东西完全是垃(23)圾 现在的人都太浮躁了,字典里根本没了敬业二字 同样二(324)战后,某国为什么就是发达国(234)家了呢? 很显然。。。。。。   掏内孔,掏出了很多铁屑,很像刷锅的清洁球hohoho~~~~ 掏孔过程    外协加工的两个步进电机座,代料加(3423)工,450米 我曰啊!做的垃(213)圾死了,外表粗糙不说,螺丝孔的位置差了整整1毫米,我X他老木 害的我只能把电机的固定孔铣偏1毫米,哎~~~委屈我的86了 等俺的雕铣机做好俺就有了出头之日,再也不用受制于他们,大多零件都可以自己搞定了  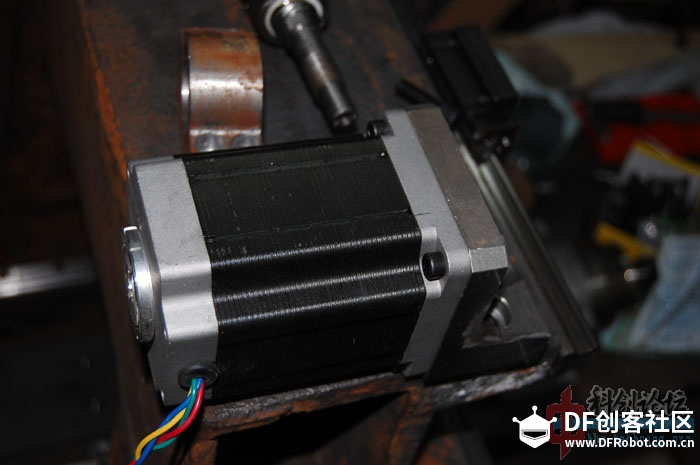 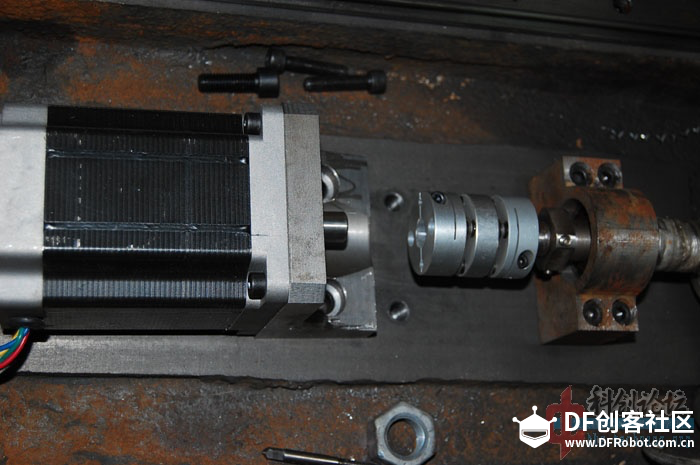 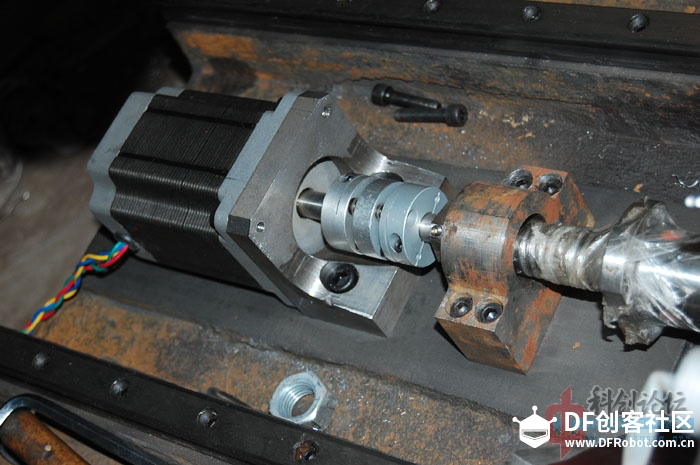 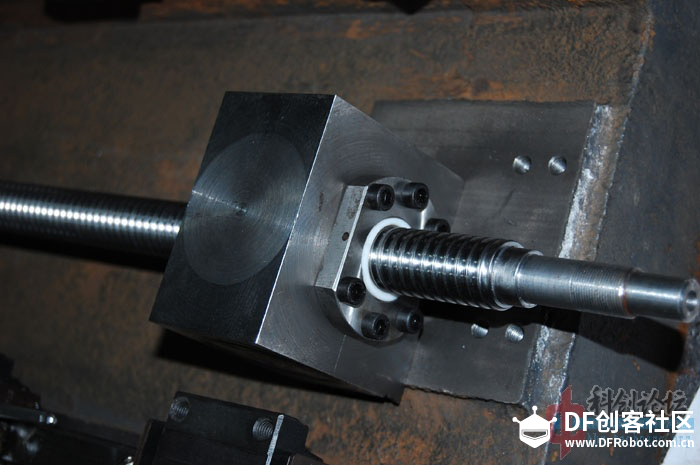  100kg的大家伙,都是我自己一人折腾 俺比较瘦弱,不过俺有头脑,这点小事难不住我,嘿嘿  悲催的,台钻小了,够不到里面,还是得手电钻伺候 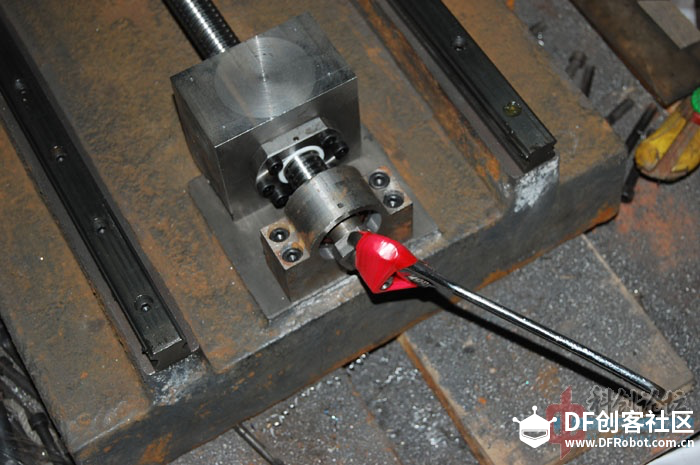 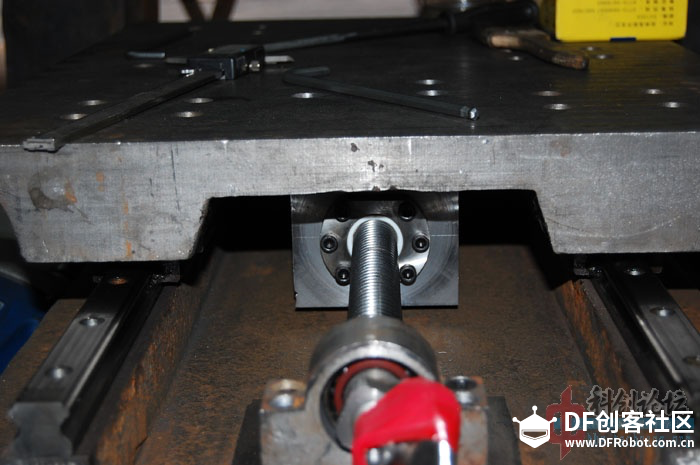 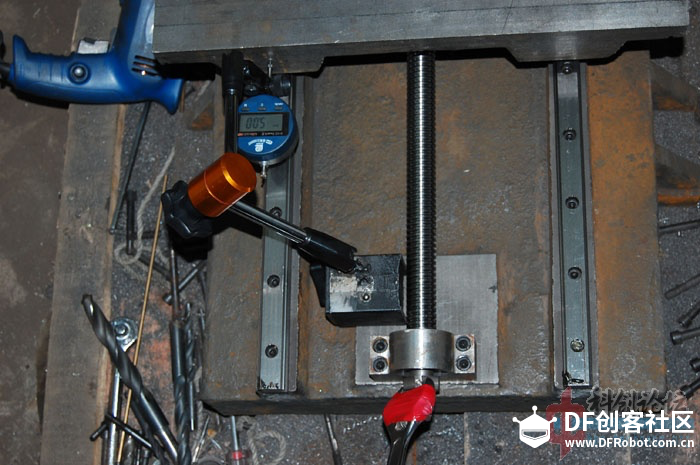 测量了一下,看不出一点回差 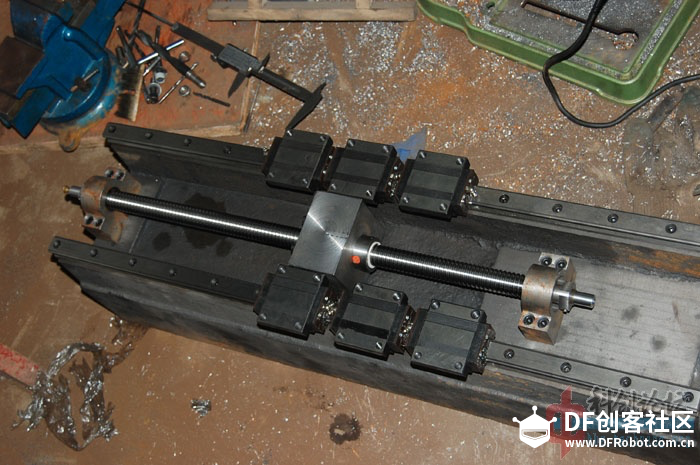  100多公斤的家伙,我自己搬上搬下 看了上图,想必大家也知道我是咋摆弄的吧  搞定   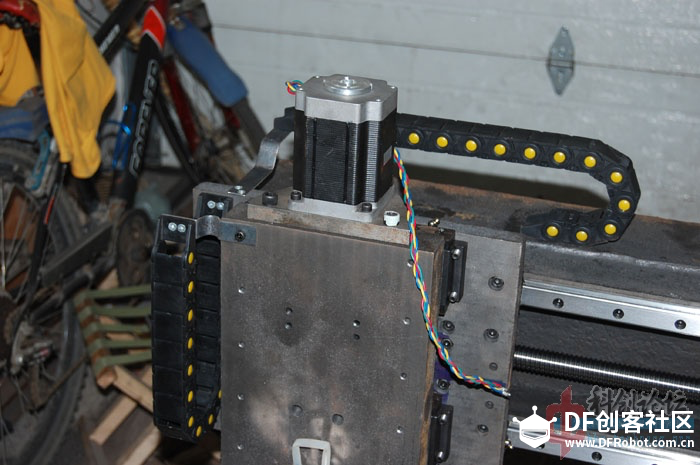 4芯电缆买上当了,铝芯的5555555555  若要成功,必须自宫hohoho~~~  自宫工作台面,这应该算是第一次开工  做电控箱比较麻烦,这些零碎直接背在背后吧,也蛮不错  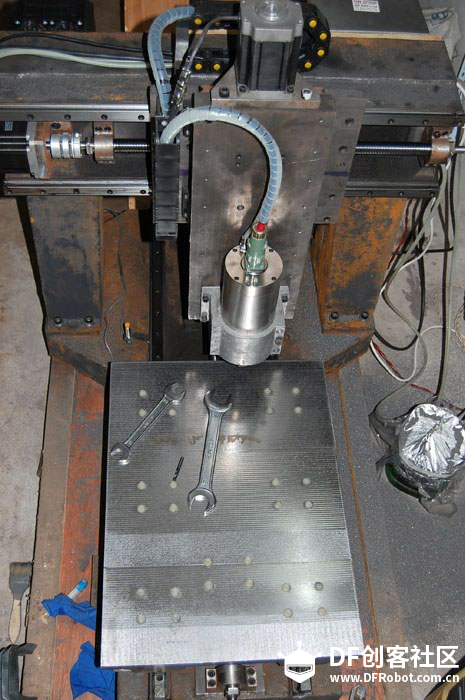 自宫台面的时候,换了好几次进给速度和主轴转速,还断电了一次,所以一看就是分了好几段  我有点累了···下面的以后我留言里继续转载···· |
 活跃会员
活跃会员
 牛X认证
牛X认证
 编辑选择奖
编辑选择奖



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶






