|
22694| 27
|
[建造日志] 【MechBattle建造日志】DGG战队 |
|
大家好,我是DGG,今天下午终于把机器人的前期设计工作准备完了,经过这段时间反复的学习,推敲,修改,总算搞定了机器的设计部分,今天晚上闲下来,写机器的建造日志。 MechBattle首轮比赛视频 第三轮比赛视频 MechBattle复赛比赛视频 这次参加机器人格斗大赛,我选择的机器人类型为结构非常紧凑的滚筒型格斗机器人,武器类型为深单齿型滚筒,至于为什么叫DGG,你的输入法会告诉你,绝对不是大狗狗或者短**之类的 哈哈~~ 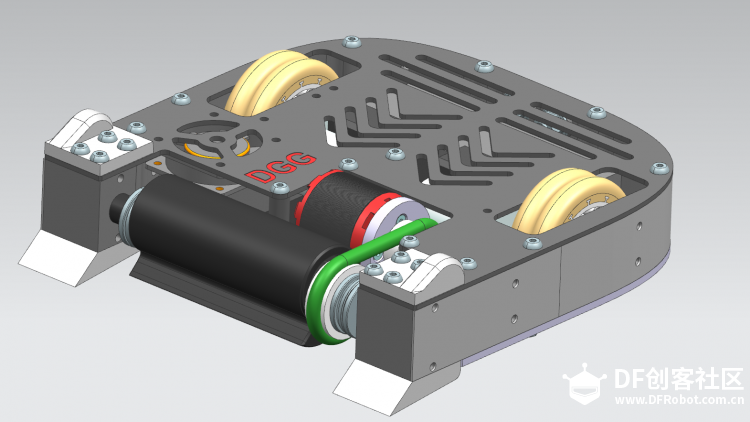 言归正传, 对于比赛 ,我心态很好,玩好就好,对于造机,我是认真的,而且特别认真! 先来说说我的概念吧 刚开始我的构思是把所有的重量都留给武器系统,其他地方能省则省,我把武器系统做到了1.2KG 上了3KW的电机,我挖空心思的在壳体上下了很多工夫。 甚至打印了壁厚0.8 填充率5%的壳体来裹碳纤维布,妄想就此达到牛逼得不行得效果,结果呵呵了 ,最后还是不放弃,又试了不少方法,最终都是失败,于是开始和群里的大神们学习,包括武器系统设计 电调的选择,行走系统的设计,防护壳体的设计,于是,才开始慢慢步入正轨,经过这段时间的持续优化,终于完成了设计工作。 首先,来说说我的外壳部分的设计, 先上图: 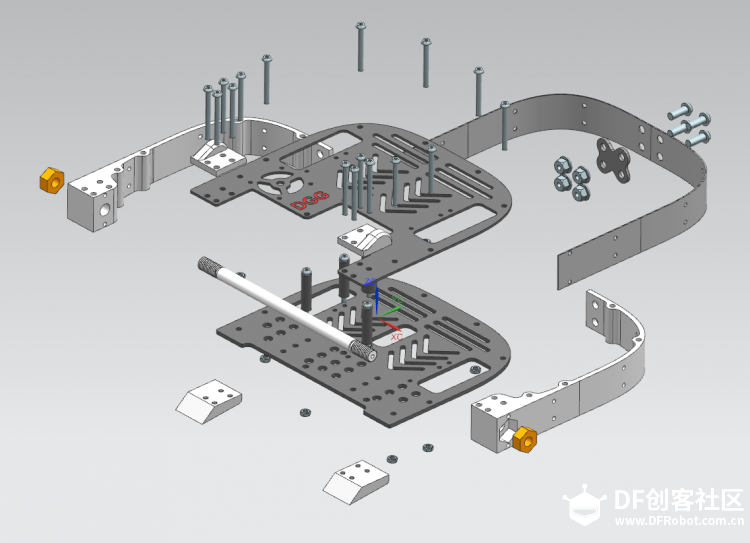 主体框架的设计从中间一分为二,在头部嵌入螺帽,这样可以比较简便的将装配好武器的轴分别安装在主体上,轴在这里可以承当支撑主体框架的作用,同时由于嵌套螺帽在任意方位都有限位,受到攻击的时候,不会太容易砍烂。 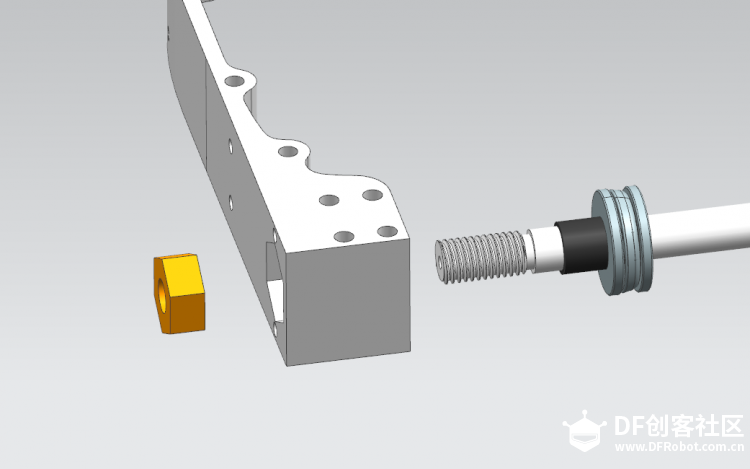 轴安装完毕后,套入1MM的不锈钢钣金,将螺丝穿透不锈钢板及主体框架用螺帽锁紧,最后在尾部用X板垫, 用螺丝对锁,这样的复合装甲整体性能应该比直接打印的要强不少,毕竟是2KG,全金属真的太重了。玩不了! 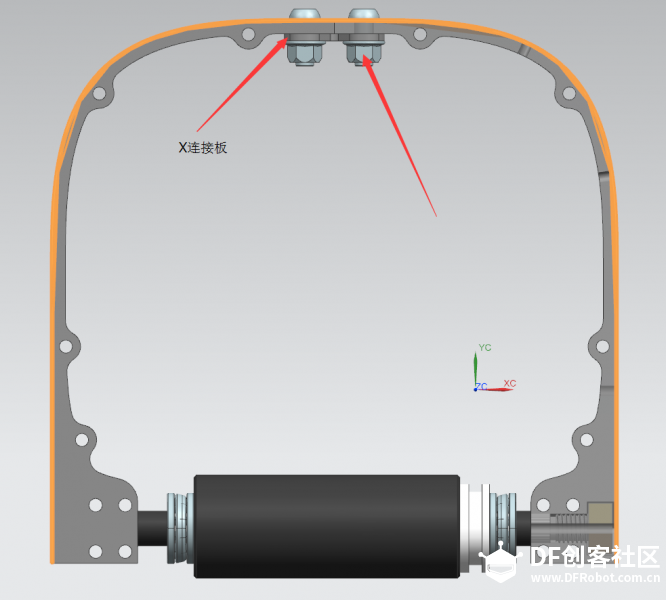 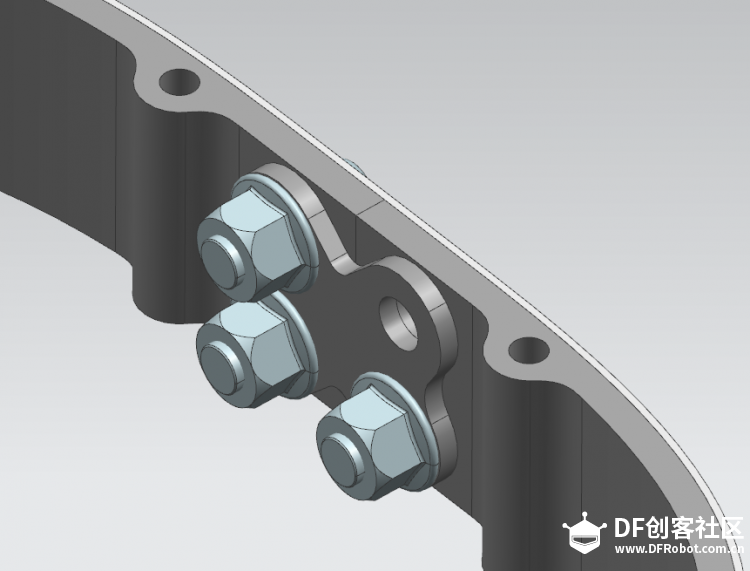 框架采用的是3D打印,由于打印机尺寸限制,只能竖着打印,这样强度会比较差,建议有条件的小伙伴在打印时,一定要考虑打印方向,这对强度影响是致命的! PS:由于打印属于层叠增料,所以在层之间的强度相对较差,而在遭受攻击的时候,比较容易断裂,我的打印方向不对,所以强度可想而知,不管了,反正目前我也没什么更好的办法! 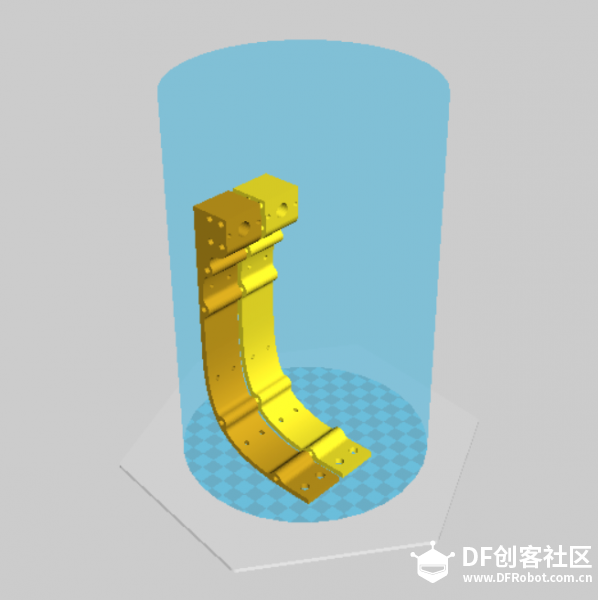 在主体框架上,我增加了一些凸起的位置,通过这些凸出的位置,用螺丝将上下底板对锁在一起,上下底板采用碳纤维板 有非常好的强度,这也能在一定的程度上增加机器框架的整体强度,保证不会太容易被击垮,我本来打算将顶底板加工出一凸台卡入框架内部,那样的强度高的可不是一个等级,无奈金钱有限,下次存钱再做! 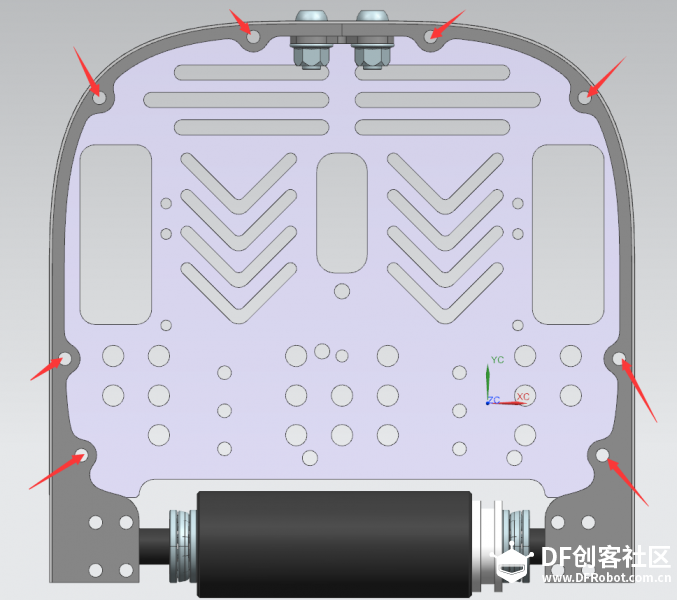 由于使用的轮胎非常柔软,我就没有在电机的缓冲上做任何文章了,应该不会有太大的问题,轮胎可以吸收不少的缓冲吧,直接安装在3MM的碳纤维板上, 武器电机也是如此。对于碳纤维板中间大面积没有支撑的位置,我准备切几条短短的碳纤维管,上下板螺丝对锁,用作支撑。 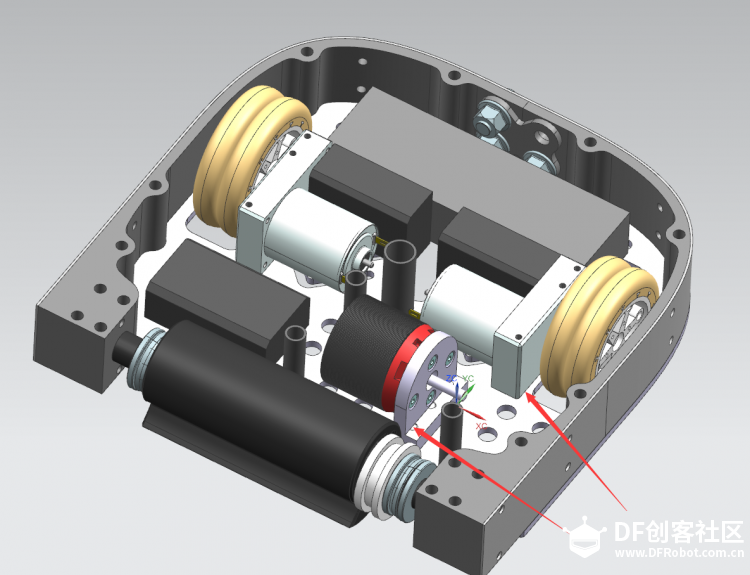 关于单牙武器的设计,我在另外一个帖子里面写了我的制作思路,这里配合整体机器补充一下, 材料嘛 用的是钛合金,其实我很不想用这个材料,没办法,超重了,哈哈,下次一定不能这样设计了~~ 首先我觉得武器在攻击的时候单牙一定要能完全伸出自己的机壳内,如果不能,滚筒的威力就大打折扣了 如下图所示! 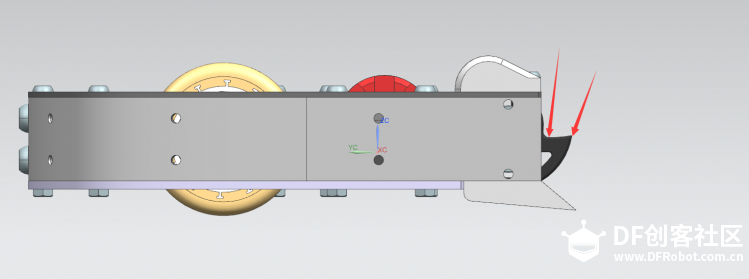 另外我设计铲子的斜度稍大于武器的攻击角度,这样能保证在铲起来的瞬间掀翻对手 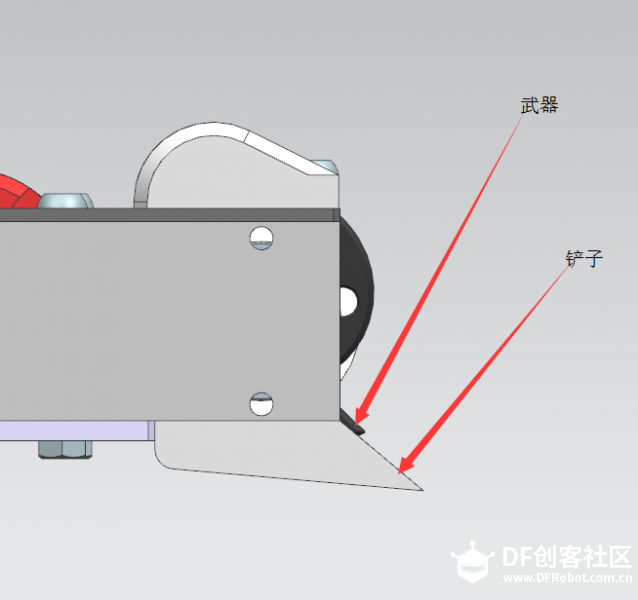 我这个是单向单牙,反过来完全没有攻击力了,所以设计的时候顶部做了反斜度,这样翻过来的时候和对手撞,可能翻过来的机会会更大一些,这个是纯属意淫 哈哈! 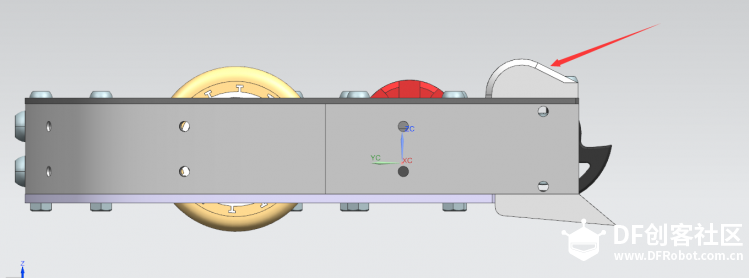 以上是我的设计想法,虽然很多漏洞,但是,毕竟是在一起玩 ,开心就好,吸取经验,下次做好 另:附上BOM表 ,忘各位大神指导!  |
|
本帖最后由 DGG 于 2018-3-2 00:47 编辑 继续来写 今天主要写一下关于机器人设计在加工方面的考虑~ 首先说底板 底板采用的是3K碳纤维板,强度非常高,大概在3400MPa左右。 我用了3MM超厚的厚度,这样的原因有两个 第一,在遭受攻击时候,他需要承当整个机壳框架辅助支撑的作用。 第二,机壳在保护重要部件不遭受直接攻击的作用同时,需要有足够的散热,多镂空能有更好的效果,这是很重要的,足够厚的厚度能保证镂空散热孔后还有足够的支撑强度,而且,这样看上去骚一点~:lol  面板设计的时候,我研究了一下小伙伴们的机器类型,发现没有发现凿击型机器人,他的保护作用相对要求没那么高, 对比底板来说,不需要安装电机之类的 也少了一些要求,我就把厚度做薄了,孔开的更大 更好散热 同时起到对框架的支撑,以及美观的效果,当然 顶板我还有另外一款加强保护的设计,是专门应对凿击型机器人设计的。 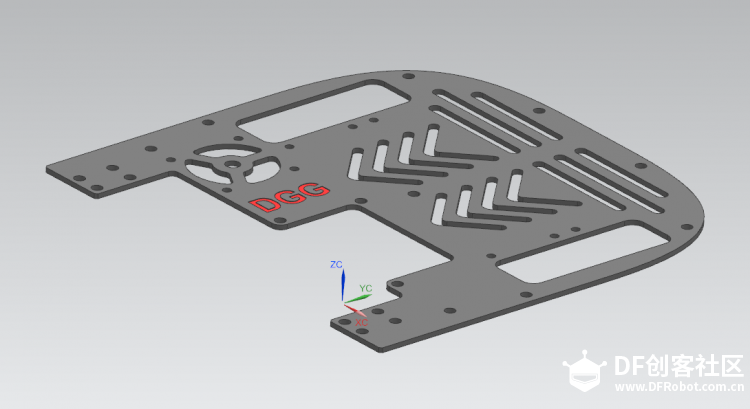 上面两块碳纤维板,需要用到雕刻机加工,大神们飘过,我说一下关于加工时候考虑的问题。主要是和完全没有接触过加工的人来分享! 一般来说,雕刻机或者CNC在加工的时候,在机头上安装的是一把像圆柱一样的刀具,如下图所示!  因此除开特殊的加工方式,是无发加工出直角的,所以,我们需要将直角位置导圆,这个圆需要大于刀具的直径,不然刀具无法加工到此位置,可能没接触过的小伙伴会问,那需要用多大的刀具呢,这个得因材料与加工设备和工艺来定,不过,就经验来说,我们可以大致这样估算,你导圆弧半径X6 就是可以加工的深度,这样算就不会有太大的问题,举个例子,如果加工一块板材料50MM厚,那么我们最小的R应该为50/6=8.333 没有这样的刀具,我们一般向上取整数然后最好适当的增大一些,当然 这只是和没接触过加工的小伙伴分享的,可以在设计的时候少走一些弯路,具体材料 具体工艺得具体分析。 R适当的取大,还有一个好处,就是避免在受到攻击的时候,应力集中在直角处,这样很容易崩裂,如果有大的R,力会分散开来,比较抗揍 上图 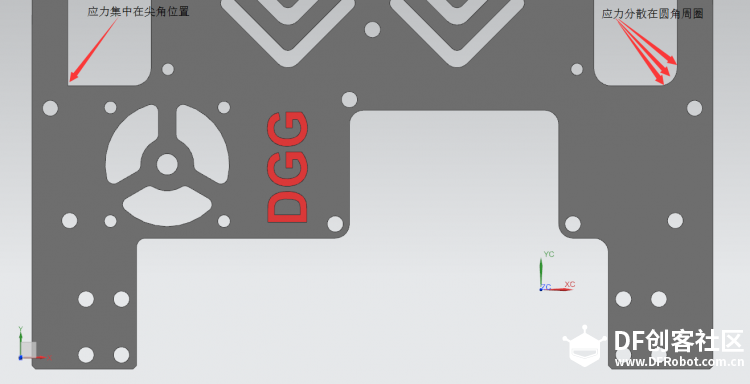 CNC加工比较贵, 对于不需要CNC的位置,尽量设计得直来直去一点,这样可以用铣床加工,价格相对便宜很多,主要是可以自己动手去做,增加乐趣,或者设计得时候,可以通过1到3个视图面直接线切割出来,这样得加工也比CNC来的便宜多了~ 比如下图零件,可以用线切割分两刀加工完成, 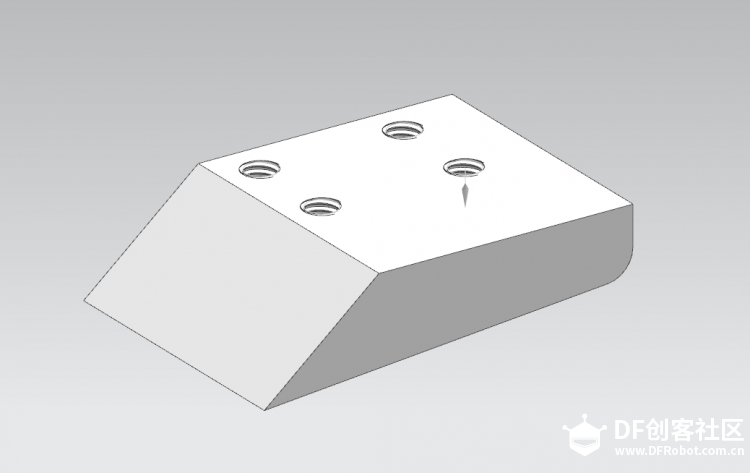 第一次线切割侧面外轮廓 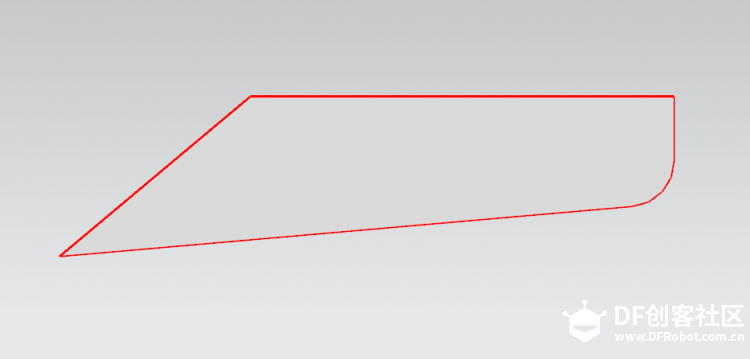 第二次线切割圆孔 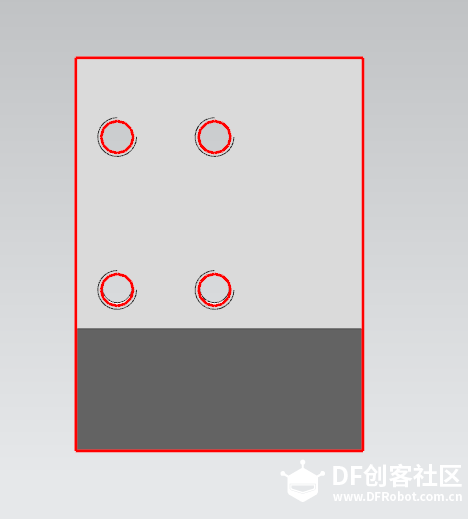 由于中间得孔需要打孔后才能切割,需要收费6元一个,我直接叫线切割只加工了第一张图的内容,第二张图的内容不加工,我自己回来切割钻孔攻牙 不锈钢外框的加工 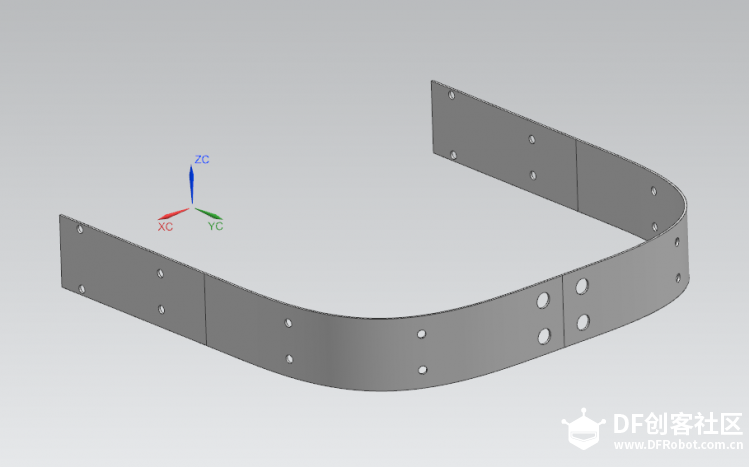 对于外框的不锈钢钣金,我本来是自己动手撸的,也不复杂,后面苦于找不到材料,我直接用软件展开,发给万能淘宝,10块钱一件 超级便宜,精度也比手撸的来的高 好了 睡觉啦 有空再更! |
洋葱_FMB 发表于 2018-3-1 05:15 有些软件自带螺丝库,库里没有的标准件,我都是在制造云http://www.zhizaoyun.com/ https://grabcad.com/library 或者米思米网站https://cn.misumi-ec.com/ 上下载后导入的,;P 有一些非标的东西 前面两个网站也都有。 |



 沪公网安备31011502402448
沪公网安备31011502402448© 2013-2026 Comsenz Inc. Powered by Discuz! X3.4 Licensed

 置顶卡
置顶卡 变色卡
变色卡 千斤顶
千斤顶